
Introduction
Surface finish directly impacts aesthetics, functionality, part release, defect visibility, and manufacturing costs in injection molding. Many engineers struggle with finish specification because, unlike post-processing treatments, injection molding surface finishes are permanently built into the mold itself through polishing, texturing, or EDM processes. Once the mold is cut, every part replicates that finish.
Incorrect finish specifications are a leading cause of tooling rework. Manual polishing for high-gloss finishes drives both lead time and labor costs significantly higher than automated texturing methods.
The challenge lies in balancing aesthetic requirements with functional needs and budget constraints. Over-specifying finish (requesting mirror-polish A-1 when semi-gloss B-2 suffices) can destroy profit margins without adding functional value.
This guide decodes the three major surface finish standards: SPI (Society of the Plastics Industry), VDI 3400 (German EDM-based), and Mold-Tech (proprietary pattern-based). It will help engineers specify the right finish for their application and budget from the start.
Key Takeaways
- SPI standards define 12 finish grades from mirror-polish (A-1) to coarse texture (D-3) based on mold preparation methods
- Finish choice affects part aesthetics, grip, ejection forces, defect visibility, draft requirements, and one-time tooling costs (not per-part costs)
- VDI 3400 (EDM textures) and Mold-Tech (500,000+ decorative patterns) complement SPI standards for specialized finishes
- Amorphous polymers (PC, ABS) excel at high-gloss finishes while semi-crystalline resins struggle with A-series replication
- Over-specifying finish wastes money—B-2 (400 grit) serves as the industry workhorse for most consumer products
What Surface Finish Represents in Injection Molding
Surface finish is the texture, smoothness, or pattern applied to the mold cavity surface that transfers directly to every molded part. Unlike secondary operations like painting or coating, finish is a permanent mold characteristic—once the tool is textured or polished, all parts replicate that finish throughout the tool's life.
Finish serves dual roles:
- Aesthetic: Visual appeal, brand perception, transparency, gloss level
- Functional: Grip enhancement, light diffusion, paint adhesion, defect masking, friction control
Finish is created through mold preparation methods:
- Polishing (SPI A/B-series): Diamond buffing or sandpaper creates smooth, reflective surfaces
- Stone finishing (SPI C-series): Grit stones produce matte, non-reflective surfaces
- Media blasting (SPI D-series): Glass beads or aluminum oxide create textured, rough surfaces
- EDM (VDI 3400): Electrical discharge machining produces controlled matte textures
- Chemical/laser etching (Mold-Tech): Creates complex decorative patterns like leather or wood grain
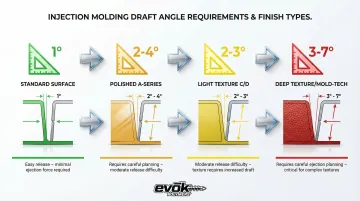
Draft Angle Requirements by Finish Type
The preparation method you choose directly impacts moldability. Finish must be specified early in Design for Injection Molding (DfIM) because it affects draft angles, ejection strategy, and tooling costs.
High-polish and deep-texture finishes create specific ejection challenges:
- Polished surfaces (SPI A-series) require 1-3° more draft than standard finishes to overcome vacuum effects during ejection
- Deep textures (VDI 30+, SPI D-series) create mechanical undercuts requiring significantly increased draft—Mold-Tech recommends 1° of draft per 0.0005"-0.0006" (12.5-15 µm) of texture depth
- Material compatibility: Glass-filled materials cannot achieve high polish due to fiber show-through; semi-crystalline polymers like PP struggle with A-series finishes due to high shrinkage
Ignoring these constraints leads to ejection damage, drag marks, mold wear, and costly rework.
SPI Surface Finish Standards Explained
The Society of the Plastics Industry (SPI) standard categorizes injection mold finishes into four classes based on manufacturing method and appearance:
- A-series: High-gloss, diamond buffing
- B-series: Semi-gloss, sandpaper polishing
- C-series: Matte, stone finishing
- D-series: Textured, media blasting
Complete SPI Classification Table:
| SPI Grade | Ra (µm) | Finishing Method | Appearance | Typical Steel |
|---|---|---|---|---|
| A-1 | 0.012-0.025 | Grade #3, 6000 grit diamond buff | Super high gloss | S136 (54HRC) |
| A-2 | 0.012-0.025 | Grade #6, 3000 grit diamond buff | High gloss | S136 (54HRC) |
| A-3 | 0.05-0.10 | Grade #15, 1200 grit diamond buff | Normal gloss | S136 (300HB) |
| B-1 | 0.05-0.10 | 600 grit paper | Fine semi-gloss | 718H |
| B-2 | 0.10-0.15 | 400 grit paper | Medium semi-gloss | 718H |
| B-3 | 0.28-0.32 | 320 grit paper | Normal semi-gloss | 718H |
| C-1 | 0.35-0.40 | 600 grit stone | Fine matte | 718H |
| C-2 | 0.45-0.55 | 400 grit stone | Medium matte | 718H |
| C-3 | 0.63-0.70 | 320 grit stone | Normal matte | 718H |
| D-1 | 0.80-1.00 | Dry blast glass bead #11 | Satin textured | 718H |
| D-2 | 1.00-2.80 | Dry blast #240 oxide | Dull textured | 718H |
| D-3 | 3.20-18.0 | Dry blast #24 oxide | Rough textured | 718H |

SPI A-Series: High-Gloss and Optical Finishes
A-1 (0.012-0.025 µm Ra) represents the pinnacle of mold polishing. Diamond buffing with 6000 grit creates a mirror-like surface for optical clarity in applications like camera lenses, medical device windows, and transparent housings.
A-series finishes come with significant cost implications. Labor-intensive manual polishing and hardened tool steels (S136) make these the most expensive options, with lead times extending well beyond other grades.
Mirror finishes amplify every defect. Sink marks, flow lines, weld lines, and microscopic scratches become highly visible under direct lighting. A-2 and A-3 offer progressively less polish while maintaining reflective properties for cosmetic parts where high gloss conveys premium quality.
Draft requirement: Add 1-3° beyond standard draft to overcome vacuum/meniscus effects during ejection.
SPI B-Series: Semi-Gloss General-Purpose Finishes
The B-series balances cosmetic appeal with reasonable cost and manufacturability. This makes it the workhorse of injection molding for most production applications.
B-2 (400 grit, 0.10-0.15 µm Ra) is the industry's most common default finish. It removes tool marks, enables good part release, and suits most consumer products without diamond buffing costs.
B-series advantages include:
- Compatible with most materials (ABS, PC, PP, Nylon)
- Clean appearance without amplifying minor defects
- Moderate tooling cost compared to A-series
- Recommended starting point unless specific requirements dictate otherwise
B-1 (600 grit) offers finer semi-gloss for higher-end cosmetic parts. B-3 (320 grit) provides a more economical option for less critical surfaces.
SPI C-Series: Matte Low-Cosmetic Finishes
C-series finishes use stone finishing (600, 400, 320 grit) to create matte, non-reflective surfaces. These work well for structural parts, internal components, and applications where glare reduction matters.
Functional benefits include:
- Hides minor defects (flow lines, sink marks)
- Reduces fingerprint visibility
- Provides better grip than polished surfaces
- Lowers glare for electronics housings and displays
These finishes cost less than A/B-series options for non-cosmetic applications where appearance is secondary to function.
SPI D-Series: Textured and Rough Finishes
D-series finishes use media blasting to create non-directional textured surfaces:
- D-1 (glass bead blast): Satin finish for controlled texture
- D-2/D-3 (aluminum oxide blast): Coarse, rugged textures
Common applications include:
- Grips, tool handles, outdoor enclosures
- Hiding defects (weld lines, sink marks, flow lines)
- Improving tactile feel and slip resistance
- Reducing glare on functional surfaces
D-series finishes require increased draft angles. Plan for 1.5° additional draft per 0.001" texture depth, with D-3 often requiring 3-5° minimum to prevent ejection damage.
VDI 3400 and Mold-Tech Texture Standards
VDI 3400: The European EDM Standard
VDI 3400 is the German standard for EDM-textured mold surfaces, offering an alternative to SPI that's widely adopted in European toolmaking and international manufacturing. The system uses a numerical scale (12-45) where lower numbers = smoother, higher numbers = coarser, making it particularly suited for specifying non-directional matte finishes.
VDI 3400 Grade Reference:
| VDI Grade | Ra (µm) | Ra (µin) | Appearance | Common Use |
|---|---|---|---|---|
| 12 | 0.40 | 16 | Low polish | Semi-cosmetic parts |
| 18 | 0.80 | 32 | Satin | Light texture |
| 24 | 1.60 | 64 | Dull | Standard matte |
| 30 | 3.15 | 128 | Dull | Medium texture |
| 33 | 4.50 | 180 | Dull | Heavy texture |
| 42 | 12.50 | 504 | Rough | Very coarse |
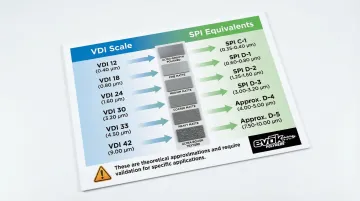
VDI to SPI Approximate Mapping:
| VDI Grade | SPI Equivalent | Ra Range (µm) |
|---|---|---|
| VDI 12 | SPI C-1 | 0.35-0.40 |
| VDI 18 | SPI D-1 | 0.80-1.00 |
| VDI 24-27 | SPI D-2 | 1.00-2.80 |
| VDI 33 | SPI D-3 | 3.20-18.0 |
These mappings are theoretical approximations based on Ra values and do not guarantee visual equivalence. SPI focuses on polishing method while VDI focuses on EDM texture depth, so always validate with physical plaques before finalizing specifications.
The EDM texturing process uses electrical sparks to erode the mold surface, creating consistent, non-directional matte textures. Adjusting discharge energy and pulse duration controls roughness levels across the VDI scale.
Mold-Tech: Proprietary Decorative Patterns
While VDI and SPI provide functional matte finishes, decorative applications require more specialized options. Standex Engraving's Mold-Tech system offers a library of 500,000+ standardized textures including leather, wood grain, geometric patterns, and custom designs applied via chemical etching or laser engraving.
Mold-Tech textures work best when:
- Branding requires specific aesthetics like leather grain or brushed metal that standard blasting cannot achieve
- Complex patterns help mask flow lines and sink marks better than uniform matte finishes
- Deep, engineered textures provide functional grip for handheld devices
- Products need unique tactile and visual identity to stand out in consumer markets
Mold-Tech requires 1° of draft per 0.0005"-0.0006" (12.5-15 µm) of texture depth, which is more aggressive than standard draft angles and must be factored into part design early.
When to Use VDI vs. SPI vs. Mold-Tech
- SPI: North American standard, broad range (polish to texture), clear communication with US molders
- VDI: European standard, EDM-focused, preferred for international tooling or when specifying EDM textures
- Mold-Tech: Decorative patterns for branding and superior defect masking
Key Factors That Influence Surface Finish Selection
Surface finish selection depends on part function (cosmetic vs. structural), material properties, end-use environment, and budget constraints.
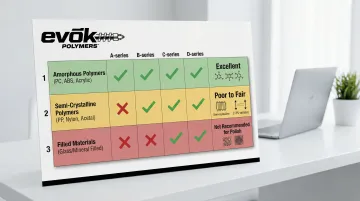
Material Compatibility and Finish Replication
Not all polymers replicate finishes equally. Material hardness, surface energy, and filler content affect how well a part replicates the mold finish.
Amorphous polymers (PC, ABS, Acrylic) excel at high-gloss replication:
- Lower shrinkage (0.002-0.008 inches for PS)
- Isotropic shrinkage patterns
- Industry standards rate them "Excellent" for A-1 finishes
Semi-crystalline polymers (PP, Nylon, Acetal) struggle with polish:
- Higher shrinkage rates (0.010-0.030 inches for PP)
- Anisotropic shrinkage causes warpage
- Moldmakers typically rate them "Not Recommended" for A-1 finishes
- Release better from matte surfaces
Filled materials (glass-filled, mineral-filled):
- Cause streaking and reduce visual distinction between polish grades
- 30% glass-filled nylon cannot achieve the same gloss as unfilled
- Benefit from textured finishes (C/D-series) to hide fiber show-through
Match finish to material capability—specifying A-1 for glass-filled nylon wastes money and yields poor results.
Aesthetic Requirements and Brand Perception
Beyond material constraints, finish selection shapes how end users perceive your product:
- High-gloss (A-series): Premium quality, luxury, transparency
- Matte (C-series): Industrial, professional, understated
- Texture (D-series, Mold-Tech): Tactile interest, ruggedness, differentiation
Transparent/translucent parts require A-series finishes on all mold surfaces to achieve optical clarity. Any texture or matte finish will diffuse light and reduce transparency.
Functional Requirements: Grip, Light Diffusion, and Post-Processing
While aesthetics drive perception, functional needs often dictate finish specifications:
Grip enhancement: Textured finishes (VDI 30+, SPI D-series) significantly improve tactile grip and reduce slippage on handheld products.
Light diffusion: Matte finishes (C-series) diffuse light, reduce glare, and hide fingerprints—critical for electronics housings and displays.
Paint adhesion: SPI B-1 or B-2 finishes are preferred for painting. They're smooth enough to prevent texture print-through but possess enough micro-roughness to anchor paint. High polish (A-series) can cause adhesion failures.
Laser marking/pad printing: Slightly textured surfaces (C-1, B-3) often perform better than high polish for secondary decorating operations.
Draft Angle and Ejection Considerations
These functional choices directly impact mold design requirements. Aggressive finishes create friction during ejection, requiring increased draft angles:
General rules:
- Standard surfaces: 1° minimum draft per inch of depth
- Polished surfaces (A-series): Add 1-3° beyond standard to overcome vacuum effects
- Textured surfaces: Add 1.5° per 0.001" texture depth
- Mold-Tech: 1° per 0.0005"-0.0006" (12.5-15 µm) texture depth
VDI 3400 draft requirements by grade:
- VDI 12: 0.5° (ABS) to 1.0° (PC)
- VDI 30: 2.0° (ABS/PC)
- VDI 45: 6.0° (ABS) to 7.0° (PC)
Insufficient draft causes drag marks, scuffing, ejection damage, part warpage, and accelerated mold wear.
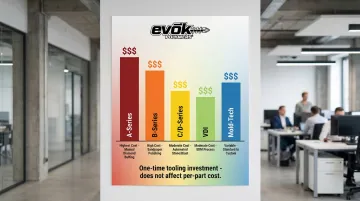
Cost and Lead Time Implications
Finish impacts one-time tooling cost, not per-part cost:
- A-series (highest cost): Labor-intensive manual diamond buffing, skilled technicians, hardened steel required
- B-series (high cost): Manual sandpaper polishing, moderate lead time
- C/D-series (moderate/low cost): Automated stone finishing or blasting, faster than polishing
- VDI (moderate cost): Automated EDM process, consistent results
- Mold-Tech (variable cost): Standard textures moderate, custom chemical etching expensive
Finish is a one-time tooling investment. Parts cost remains the same regardless of finish.
This makes it worthwhile to specify correctly upfront rather than pay for costly rework later.
How Surface Finish Affects Cost, Defects, and Manufacturing
Surface finish selection ripples through every aspect of injection molding—from initial tooling investment to daily production efficiency.
Tooling Cost Considerations
Tooling cost drivers:
- A-1 finishes require multiple diamond buffing steps by skilled technicians, resulting in the highest cost and longest lead time
- CNC and robotic polishing technologies are emerging to reduce labor hours and improve consistency
- D-series blasting is faster and more cost-effective than manual polishing
The finish you select also determines how visible manufacturing imperfections will be in your final parts.
Defect Visibility and Aesthetics
Polished surfaces amplify defects:
- Mirror finishes reflect light directly, making sink marks, flow lines, and weld lines highly visible
Textured finishes camouflage defects:
- Matte and textured surfaces (C/D-series, VDI, Mold-Tech) diffuse light, effectively hiding the same defects
This is why cosmetic consumer products often use textured finishes—they maintain visual appeal even with minor molding imperfections that would be glaringly obvious on polished surfaces.
Cycle Time and Production Efficiency
Polished finishes:
- May require slower injection speeds to prevent surface defects
- Smoother surfaces reduce ejection forces in most cases
Textured finishes:
- Allow faster cycle times due to lower aesthetic sensitivity
- Require adequate draft angles (typically 1-3° per side) to prevent ejection issues
- Deeper textures can create vacuum effects that increase ejection forces
How to Specify and Validate Surface Finishes
Proper specification format:
- Standard: SPI, VDI 3400, or Mold-Tech
- Specific grade: e.g., "SPI B-2," "VDI 24," "MT-11030"
- Surface application: Which surfaces require the finish (all faces, cosmetic faces only, or specific areas)
- Draft requirement: Minimum draft angle for textured surfaces
Example callout: "Finish: SPI B-2 on all external surfaces; SPI C-2 on internal non-cosmetic surfaces; 1.5° draft minimum on textured walls"
Once specified, validate the finish through multiple quality checks.
Validation methods:
- Compare molded parts to physical master plaques (SPI, VDI, or Mold-Tech) under controlled lighting
- Measure Ra values with a profilometer (e.g., VDI 24 ≈ 1.60 µm)
- Use gloss meters to measure light reflectance for B-series and A-series finishes
- Conduct first-article inspection for dimensional and surface quality verification before production
Experienced injection molding partners like EVOK help customers validate finish choices during Design for Injection Molding (DfIM) reviews. This prevents specifying finishes beyond what's functionally required.
EVOK's texture specification system offers 16 options (ranging from 0.0004" to 0.006" depth) with clear draft angle requirements and micron measurements for each grade.
Common Specification Mistakes to Avoid
Specifying surface finishes incorrectly drives up costs and can compromise part quality. These five mistakes account for the majority of finish-related issues in production tooling.
Over-Specifying Finish
- Requesting A-series polish when B-series suffices wastes money without functional benefit
- Default to B-2 for general consumer products unless optical clarity or premium gloss is required
- Use C-series or default finishes for internal, non-cosmetic surfaces
Ignoring Material-Finish Interaction
- Specifying high polish on glass-filled materials yields poor results and visible streaking
- High-shrink resins (PP, acetal) distort polished finishes, making defects more visible
- Match finish to material capability from the start
Applying Uniform Finish to All Surfaces
- Cosmetic faces may need B-1, but hidden internal surfaces can use default or C-series, reducing cost without compromising function
- Define cosmetic zones clearly on drawings to avoid over-finishing hidden areas
Missing Draft Callouts
- Heavy textures (MT-11040, VDI 33) require increased draft angles beyond the standard 1°
- Without adequate draft, textured surfaces suffer drag marks and ejection damage
- Always specify minimum draft angle when calling out textured finishes
Relying Solely on Conversion Charts
- VDI to SPI conversions are theoretical approximations based on Ra—they don't guarantee visual equivalence
- Always validate with physical plaques when cross-referencing standards
Conclusion
Surface finish is a governing design parameter in injection molding, not a cosmetic afterthought. It impacts aesthetics, function, manufacturability, and cost simultaneously.
Understanding SPI, VDI, and Mold-Tech standards enables engineers to specify finishes that balance performance requirements with budget constraints.
Key takeaways:
- Finish is built into the mold permanently; every part replicates it
- A-series delivers optical clarity but amplifies defects and increases cost
- B-2 serves as the industry default for most consumer products
- Textured finishes (C/D-series, VDI, Mold-Tech) hide defects and improve grip
- Material properties determine achievable finish quality
- Draft angle requirements scale with finish aggressiveness
Make finish decisions early in Design for Injection Molding (DfIM), considering material properties, draft angles, defect visibility, and end-use application. Partnering with experienced molders like EVOK helps navigate these tradeoffs through upfront finish guidance and tolerance negotiation, ensuring specified finishes align with both functional requirements and budget realities before tooling begins.
Frequently Asked Questions
What are the common surface finishes and surface roughness values for injection molding?
SPI standards define four categories: A-series (0.012-0.1 µm Ra, high polish), B-series (0.05-0.32 µm, semi-gloss), C-series (0.35-0.7 µm, matte), and D-series (0.8-18 µm, textured). VDI 3400 offers EDM-based alternatives (VDI 12-45), while Mold-Tech provides decorative patterns.
What do common Ra values (0.8, 3.2, 12.5) mean for injection molding surface finish?
Ra measures average surface roughness: 0.8 µm ≈ SPI D-1 (satin texture), 3.2 µm ≈ SPI D-3/VDI 30 (coarse matte), 12.5 µm ≈ VDI 42 (very coarse texture). Lower Ra values mean smoother surfaces with higher reflectivity.
What are the industry standards for injection molding surface finish (SPI — e.g., B1 — and VDI 3400)?
SPI uses letter-number codes (A-1 to D-3) based on polishing method, while VDI 3400 uses a numerical scale (12-45) based on EDM texture roughness. Both are globally accepted, with VDI 12 ≈ SPI C-1 and VDI 33 ≈ SPI D-3.
How are injection molds textured and what draft angles or procedures are required for molded textures?
Textures are applied via hand polishing, stone finishing, media blasting, EDM, or chemical/laser etching. Textured surfaces require significantly increased draft angles: add 1.5° per 0.001" texture depth (or 1° per 0.0005"-0.0006" for Mold-Tech patterns).
What's the difference between SPI and VDI surface finish standards?
SPI covers a broader range (polish to texture) achieved via various methods, while VDI focuses specifically on EDM-textured matte finishes. Both achieve similar matte results, but VDI is EDM-specific while SPI encompasses all finish types.
How does surface finish affect injection molding costs?
Finish impacts one-time tooling cost, not per-part cost. A-series (diamond buffing) is most expensive due to labor-intensive polishing, while C/D-series and VDI are more cost-effective. Over-specifying A-1 when B-2 suffices can waste thousands without functional benefit.


