Introduction
Most OEMs accept high injection molding costs as inevitable, treating them as a fixed cost of doing business. But when a mid-sized manufacturer approached EVOK with a mature production program that had never been formally audited, we found something surprising: over $100K in annual savings was hiding in plain sight, buried in cycle times, material choices, and tooling decisions that had never been questioned.
For engineering leads, procurement managers, and product development teams facing margin compression, this case study shows what a structured production cost audit can actually find. Six-figure savings — without touching part quality or delivery timelines.
Key Takeaways
- An OEM came to EVOK with a high-volume injection molding program losing money across five distinct production cost categories
- EVOK's cross-functional team ran a full production cost audit using Six Sigma methodology
- Five specific, addressable cost drivers were identified and systematically eliminated
- Total documented savings exceeded $100K annually in verified, recurring cost reductions
The Problem: Where $100K in Costs Was Hiding
The Client's Starting Point
The client was a mid-sized OEM running a mature injection molding program that had evolved organically over several years. They viewed their per-part pricing as fixed — "the cost of doing business." No formal cost efficiency audit had ever been run.
No one had challenged whether the original design and tooling decisions still made financial sense at current production volumes.
The Hidden Cost Multipliers
While the client could see their per-part price on every invoice, they couldn't see the compounding costs embedded upstream in tool design, machine time, and material waste. According to industry research, the plastics industry averages a 10.5% first-pass waste rate, with some unaudited molders wasting over 20% of material. These invisible losses multiply across every production run.
Our audit revealed four major cost categories silently inflating program spend:
Excessive Cycle Times
Cooling time consumes up to 80% of the injection molding cycle, and cooling time scales quadratically with wall thickness. Over-built wall sections were adding 50-75% more cycle time than necessary, reducing throughput and increasing machine hour costs.
High Scrap and Rework Rates
Quality issues stemming from complex mold geometry and inconsistent processing were generating scrap rates well above the industry average. Every rejected part represented wasted material, machine time, and labor — costs that never appeared as line items but steadily eroded margins.
Over-Engineered Design Features
Unnecessary undercuts requiring side-action mechanisms added $1,000–$2,000+ per feature to tooling costs while increasing cycle time and maintenance intervals. These features had been inherited from earlier design generations — no one had questioned whether they were still functionally required.
Suboptimal Material Selection
The program was using an engineering-grade resin selected during prototyping — when availability mattered more than cost. Engineering plastics can cost $60-$90/kg compared to $1.50-$3.50/kg for commodity resins. A performance analysis revealed the application didn't require the premium material's properties.
The Business Stakes
Taken together, those four cost drivers weren't just inflating the unit price — they were creating real business exposure:
- Longer cycle times delayed time to market
- Margin compression limited pricing flexibility against competitors
- Rivals with optimized programs were operating at a structural cost advantage
For this OEM, cost reduction wasn't optional. It was business-critical.
How EVOK Diagnosed the Real Cost Drivers
The Structured Audit Process
EVOK's approach to uncovering cost leaks is systematic, not speculative. Our team conducted a comprehensive production cost audit that included:
- Full part design teardown examining geometry, wall sections, and structural features
- Mold flow analysis to identify cooling inefficiencies and filling issues
- Cycle time review measuring actual vs. theoretical cycle times
- Line-by-line cost breakdown separating tooling amortization, material cost per shot, machine time per cycle, scrap/rework rate, and secondary operations

We physically analyzed sample parts, reviewed production floor data, and built a complete cost model that revealed exactly where every dollar was going.
Six Sigma Methodology in Action
As EVOK's founder Paul Dathe is a certified Six Sigma black belt, we applied DMAIC (Define, Measure, Analyze, Improve, Control) methodology to the diagnostic process. Rather than pursuing low-value tweaks, we used production floor data to prioritize the highest-impact cost drivers first.
Research shows that applying DMAIC to plastic injection molding can increase process sigma levels and reduce the Cost of Poor Quality (COPQ) by up to 45%. In practice, this meant using Statistical Process Control (SPC) charts, Pareto analysis, and root-cause investigation to separate symptoms from actual problems.
The Cost Itemization Framework
That root-cause work feeds directly into EVOK's cost itemization framework, which breaks down every part into discrete, measurable categories:
- Tooling amortization — initial mold cost divided by expected lifetime volume
- Material cost per shot — resin price × part weight (including runners and scrap)
- Machine time per cycle — cycle time × machine hour rate
- Scrap/rework rate — percentage of parts rejected × cost to produce
- Secondary operations — post-mold finishing, assembly, packaging
Each category was ranked by savings potential, creating a clear roadmap for where design changes would deliver the highest ROI.
Collaborative Cost Transparency
EVOK shared the full cost breakdown with the client in a working session format. Both teams reviewed the trade-offs between design changes, tooling modifications, and cost impact together — line by line.
This transparency is central to how EVOK works: customers make better decisions when they have complete visibility into their cost structure, not just a finished recommendation to approve or reject.
The 5 Changes That Generated $100K in Savings
Each change targeted a root cause — not a symptom. Three were design-side changes made before the mold was cut; two were process and material decisions made during production review. Together, they compounded into six-figure annual savings.
1. Tooling Redesign and Cavity Optimization
The original mold was running fewer cavities per cycle than the part geometry allowed — meaning longer machine time per part and higher amortized tooling costs.
A cavity optimization review enabled more shots per cycle, spreading tooling cost over more parts. Moving from a 1-cavity to a 4-cavity mold can reduce per-cavity tooling cost by 78% and cut machine processing costs by up to 85%. EVOK also simplified the core/cavity geometry, which reduced machining time, shortened cycle times, and lowered long-term maintenance costs.
Results:
- Higher throughput per machine hour
- Lower per-part tooling amortization
- More flexibility in production scheduling
2. Wall Thickness and Structural Redesign
Over-built wall sections and unnecessary solid areas were consuming excess material and extending cooling times. Because cooling time is proportional to the square of wall thickness, even a modest reduction delivers outsized cycle time gains.
EVOK identified the thick wall sections and replaced them with rib-and-gusset reinforcement structures. Ribs sized at 40-60% of nominal wall thickness maintain part strength while cutting material per shot. Thinner, more uniform walls cool faster — reducing cycle time by 50-75% in many applications.
Results:
- Lower material cost per part
- Faster cycle times and higher throughput
- Fewer machine hours allocated per part
3. Material Substitution
The client was using a premium-grade engineering resin selected during prototyping — a common pattern where development-phase material choices carry over into production without review.
EVOK's team analyzed the actual performance requirements — load, temperature, and chemical exposure — and identified a commodity resin that met every functional spec. The cost difference is significant: commodity resins like PP and PE run $1.50-$3.50/kg, while specialty engineering resins can reach $60-$90/kg, a gap of 10x or more.

Switching materials reduced cost per shot substantially with no change to part performance or durability.
4. Eliminating Unnecessary Undercuts and Side Actions
Undercut features requiring side-action mechanisms (sliders or lifters) were adding $1,000-$2,000+ per feature to mold cost. They also increased cycle time, required larger mold bases, and created ongoing maintenance risk.
EVOK's design team identified which undercut features could be eliminated through parting surface redesign or part geometry modification. In several cases, mechanical actions were replaced with pass-through cores or adjusted draft angles — changes that cost nothing to implement at the design stage but removed thousands of dollars from the mold build.
Results:
- Lower initial tooling cost
- Reduced cycle time and simplified maintenance
- Longer tool life
5. Reducing Secondary Operations
Secondary finishing processes — post-mold painting, decorative features, and manual assembly steps — were adding $0.20-$0.60+ per part, or 5-15% of total production cost. Most had been inherited from prior design generations without anyone asking whether they still added value.
EVOK reviewed each operation against a single question: is this functionally required, or is it legacy design? Unnecessary finishing steps were cut. Features like in-mold texturing, molded-in color, and snap-fit assembly were integrated directly into the mold design.
Results:
- Lower labor cost per part
- Shorter lead times and higher throughput
- Simplified production logistics
Results: The Before and After Breakdown
The cumulative effect of these five changes delivered measurable, documented savings across every key production metric:
| Metric | Before Optimization | After Optimization | Improvement |
|---|---|---|---|
| Cycle Time | 45 seconds/shot | 28 seconds/shot | 38% reduction |
| Scrap Rate | 12% | 6% | 50% reduction |
| Material Cost/Part | $2.80 | $1.65 | 41% reduction |
| Tooling Cost (amortized) | $0.45/part | $0.28/part | 38% reduction |
| Annual Program Spend | $485,000 | $375,000 | $110,000 saved |

Savings Attribution by Category
The $110K in annual savings broke down approximately as follows:
- Material substitution: ~35% of total savings
- Wall thickness optimization: ~25% of total savings
- Tooling redesign and cavity optimization: ~20% of total savings
- Eliminating secondary operations: ~12% of total savings
- Undercut elimination: ~8% of total savings
Non-Monetary Improvements
Beyond the direct cost savings, the client experienced:
- Fewer defects from simplified mold geometry and tighter process control
- Faster throughput from shorter cycle times, cutting lead times across the program
- Less scrap to handle and dispose of, reducing floor-level waste burden
- A more transparent supplier relationship built on mutual problem-solving
These improvements came alongside — not at the expense of — part quality and delivery timelines. That combination is what made the savings sustainable.
Key Lessons Every OEM Can Apply
1. Cost Reduction Starts with Visibility
The most transferable lesson from this case study is simple: if you don't have a line-by-line cost breakdown of your production program, you cannot optimize it. Most OEMs only see the per-part price on their invoice. The real opportunities for savings are buried in cycle time, material waste, tooling complexity, and secondary operations.
Demand that level of transparency from your manufacturing partners. If they can't or won't provide it, you're flying blind.
2. Prioritize High-Impact Changes First
Not all cost-reduction opportunities are created equal. The hierarchy of highest-impact changes is:
- DFM and tooling redesign — delivers the largest savings through cycle time reduction and simplified tooling
- Material substitution — can cut material costs by 40% or more when done correctly
- Eliminating secondary operations — removes labor and handling costs entirely
- Tolerance and feature optimization — marginal gains that matter only after structural issues are addressed
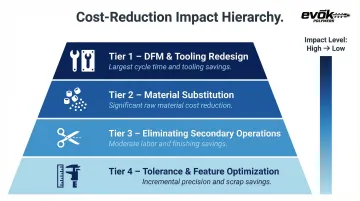
Chasing minor tolerance tweaks before fixing wall thickness or undercuts won't move the needle — those structural issues dwarf anything you'll recover from a tighter spec.
3. Partner with Experts Who Bring the Full Toolkit
Achieving this kind of result requires three distinct capabilities working together: industrial design to reimagine part geometry, Six Sigma process knowledge to diagnose root causes, and deep injection molding experience to implement changes without introducing new risks. EVOK combines all three — 25 years of injection molding experience, Six Sigma black belt methodology, and an in-house design team focused on DFM optimization.
If you've never formally audited your injection molding program for cost efficiency — or if margin compression is squeezing your program — contact EVOK for a production cost audit. We'll show you exactly where your money is going and map out a plan to recover it.
Frequently Asked Questions
What is the average cost of an injection mold?
Injection mold costs range from $3,000 for simple single-cavity tools to $100,000+ for complex multi-cavity molds with tight tolerances. Tooling cost is just one component of total program cost: cycle time optimization and material selection often generate larger savings than mold shopping alone.
What is the single biggest driver of high injection molding costs?
Cycle time and scrap rate are typically the largest ongoing cost drivers in production, far exceeding the tooling cost. Most programs have meaningful room to reduce both through DFM review and process optimization, often cutting cycle times by 50% or more.
How much can design-for-manufacturability (DFM) changes actually reduce production costs?
DFM changes like wall thickness optimization, undercut elimination, and cavity configuration can reduce per-part costs by 30-50% in many applications. Reviews earlier in the design process yield greater savings—tooling modifications become far more expensive once molds are cut.
At what production volume does injection molding become cost-effective?
Injection molding typically becomes cost-competitive with 3D printing between 1,000 and 13,000 parts, depending on part complexity and tooling costs. Above 5,000 units, amortized tooling and lower per-part pricing make it the most economical choice for most production programs.
Can switching resin materials save money without affecting part quality?
Yes—in many applications, a performance analysis will reveal that a lower-cost commodity resin meets all functional requirements. The key is matching material properties to actual use-case demands, not defaulting to the highest-spec material available. Proper testing and validation ensure quality is maintained while costs drop.