Modern manufacturing increasingly relies on materials that deliver precision, durability, and safety under demanding conditions. LSR injection molding has become a preferred solution for applications that require flexibility, thermal stability, and biocompatibility.
Liquid Silicone Rubber enables engineers to solve complex challenges in sealing, insulation, and fluid control that traditional elastomers often struggle with.
For U.S.-based engineers and procurement teams, understanding the LSR injection process is essential. Unlike thermoplastics, LSR is a thermoset material that cures through a chemical reaction, requiring specialized tooling, temperature control, and design considerations.
This guide explains the core principles behind LSR injection molding and how to apply them effectively in real-world production.
Key Takeaways
LSR injection molding involves a chemical cross-linking process (vulcanization) where heat triggers a permanent state change, unlike thermoplastics which can be remelted.
Due to the low viscosity of LSR rubber, tooling must be designed with incredibly tight seals, often under 0.005mm to prevent material leakage known as flash.
The liquid nature of the raw material allows for a closed-loop, automated delivery system that minimizes contamination and reduces labor costs in high-volume LSR moulding runs.
An LSR injection mold typically requires a cold runner system to keep the material chilled before it enters the heated cavities, preventing premature curing in the manifold.
Understanding these foundational elements is the first step toward appreciating the mechanical complexity of the injection cycle.
What is LSR Injection Molding?
LSR injection molding is a specialized process used to manufacture flexible, high-performance parts from liquid silicone rubber. The material is supplied as two separate components, Part A and Part B, which are mixed in a precise 1:1 ratio before molding.
Part A contains the base silicone and catalyst, while Part B includes the cross-linking agent and optional pigments. This controlled mixing ensures consistent curing and uniform material properties across every part.
Unlike thermoplastic molding, LSR injection keeps the material cool until it enters a heated mold. The heat triggers vulcanization, transforming the liquid into a solid elastic component.
Because LSR flows easily into fine details, the mold must be extremely precise. Even minor gaps can cause flashing, making mold quality critical to part accuracy and finish.
The physical transformation of these liquids into high-performance solids is governed by a precise sequence of mechanical actions within the injection unit.
The LSR Injection Molding Process: Step-by-Step
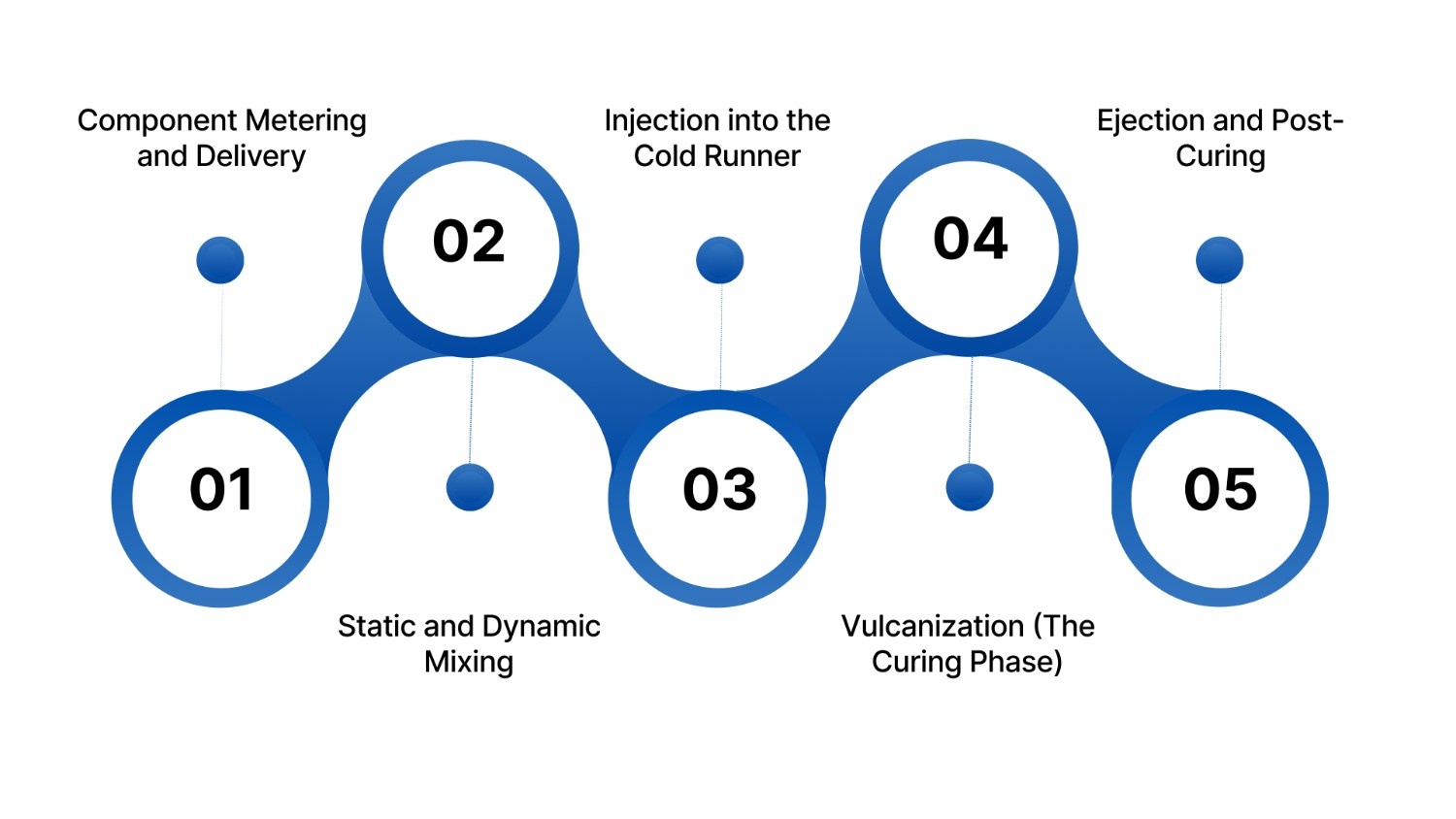
Mastering the LSR injection molding cycle requires strict control over stoichiometry (the ratio of components) and thermal gradients. The process can be broken down into five distinct phases.
1. Component Metering and Delivery
The process begins with two large drums of LSR material. A specialized pumping unit extracts the liquid from these drums. Precise metering is essential; even a 1% deviation in the 1:1 ratio can compromise the mechanical properties of the finished LSR rubber part, leading to issues like incomplete curing or reduced tensile strength.
2. Static and Dynamic Mixing
After metering, the two components enter a static mixer. This component consists of a series of internal baffles that force the liquids to fold over one another repeatedly, ensuring a perfectly homogeneous blend. At this stage, color pigments can also be injected into the stream.
Once mixed, the material is technically ready to cure, but it remains liquid as long as it is kept at room temperature or chilled.
3. Injection into the Cold Runner
The mixed silicone is pushed into the injection barrel. Unlike thermoplastic barrels, which are heated, an LSR injection barrel is water-cooled to prevent the material from reacting.
From the barrel, the material enters the LSR injection mold through a cold runner system. This system acts as a refrigerated manifold that keeps the silicone liquid until the exact moment it enters the heated cavity.
4. Vulcanization (The Curing Phase)
As the LSR liquid silicone rubber fills the heated cavities, typically maintained at temperatures between 320°F and 410°F, the platinum catalyst initiates a cross-linking reaction. The molecules form a 3D network, and the liquid solidifies.
Curing times vary based on wall thickness but are often significantly faster than those of traditional rubber molding.
5. Ejection and Post-Curing
Once cured, the mold opens, and the parts are ejected. Because LSR material is flexible, it can often be "de-molded" even if it has slight undercuts, as the material can stretch over mold features.
Some high-specification parts undergo post-curing in an oven to drive off volatile components and stabilize the material's compression set.
While the process is highly mechanical, the success of the operation is fundamentally tied to the unique chemical properties of the silicone itself.
Essential Properties of LSR Liquid Silicone Rubber
The reason LSR injection is favored over other elastomers lies in the molecular structure of the silicone-oxygen backbone. This inorganic structure provides several advantages that organic rubbers cannot replicate.
Thermal Resistance and Flexibility
LSR rubber maintains its physical properties across a massive temperature spectrum. It remains flexible at -67°F, where other materials would become brittle and shatter. Simultaneously, it can withstand continuous exposure to 392°F without melting or deforming.
This makes it the standard for automotive gaskets near the engine block and aerospace seals in low-temperature environments.
Chemical Inertia and Biocompatibility
In the medical field, liquid silicone molding is the gold standard. The material is chemically inert, meaning it does not react with human tissue or fluids. It is also resistant to various sterilization methods, including autoclaving (steam), ethylene oxide (EtO), and gamma radiation.
Furthermore, LSR material is odorless and tasteless, which is critical for consumer products like infant bottle nipples and respiratory masks.
Electrical Insulation and Conductivity
Standard LSR rubber is an exceptional electrical insulator, providing high dielectric strength. However, by adding conductive fillers like carbon black or silver, LSR injection molding can produce parts that are electrically conductive.
This dual capability allows for the creation of complex connectors that provide both environmental sealing and electrical paths.
The versatility of the material is best observed when comparing it to its more rigid counterparts in the manufacturing world.
LSR Molding vs. Thermoplastic Injection Molding
For procurement teams, choosing between LSR injection and thermoplastic elastomers (TPE) is a common dilemma. While both produce flexible parts, the underlying physics and long-term performance differ significantly.
The primary takeaway is that while TPE is often more cost-effective for simple, low-temperature consumer goods, LSR rubber is required for any application where safety, extreme durability, or high-temperature stability is non-negotiable.
The chemical bonds formed during LSR moulding ensure that the part will not degrade or soften when exposed to environmental stressors.
As technology matures, these superior properties are being utilized in a wider array of high-tech applications.
Key Applications for LSR Injection
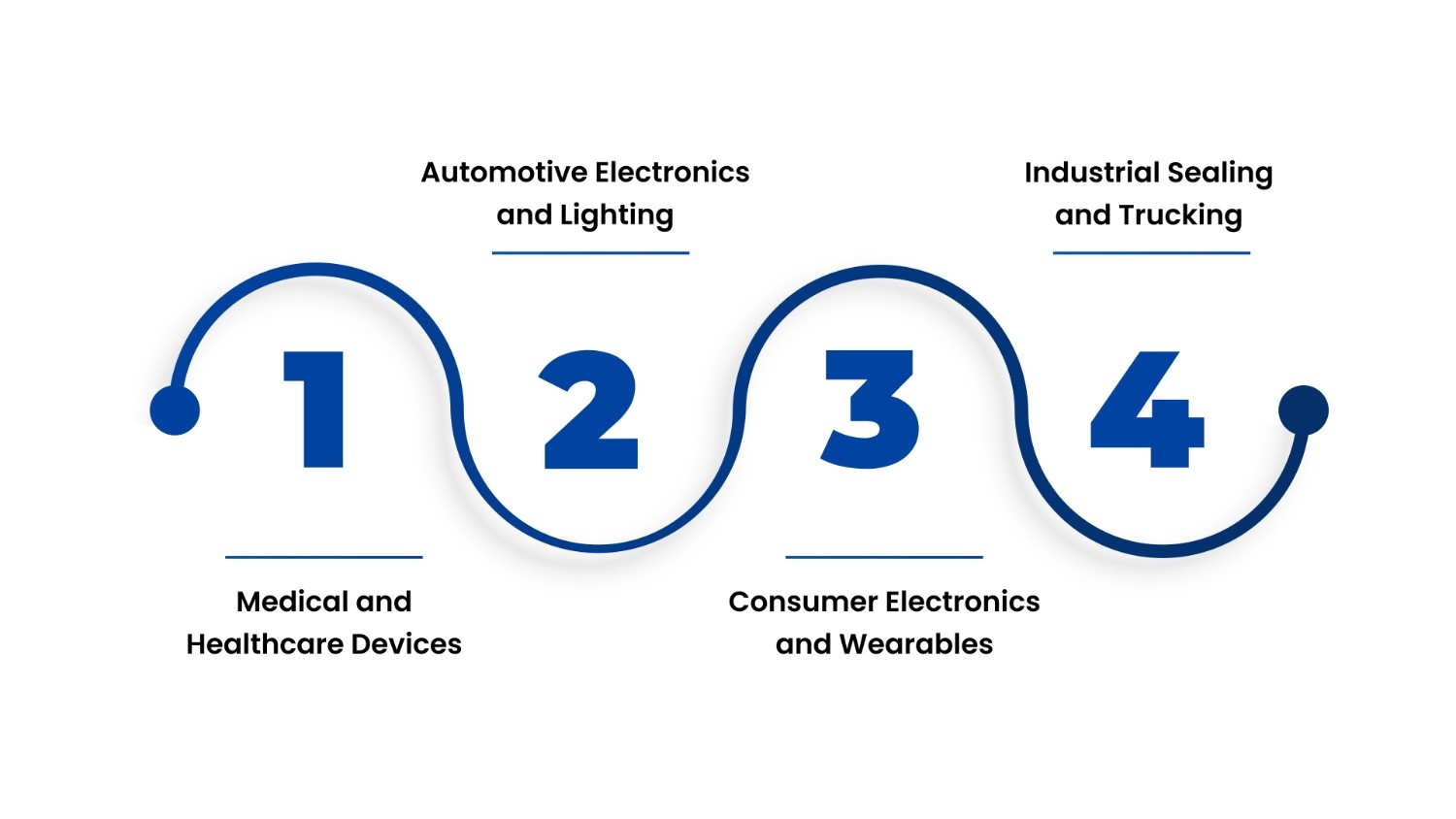
The reach of liquid silicone molding extends from the depths of the ocean to the vacuum of space. The specific requirements of each industry dictate the grade of LSR material used.
Medical and Healthcare Devices
This is the largest sector for LSR injection molding. Applications include heart valve components, surgical tools, fluid delivery valves, and needle-free injection sites. The precision of LSR moulding allows for the creation of micro-scale components with wall thicknesses as thin as 0.25mm.
Automotive Electronics and Lighting
Modern vehicles are packed with sensors and LED lighting arrays that generate significant heat. LSR injection is used to create gaskets that protect these electronics from moisture and vibration.
Additionally, optical-grade LSR liquid silicone rubber is used to mold lenses for adaptive headlamps, as it will not yellow or crack over the life of the vehicle.
Consumer Electronics and Wearables
The water-resistant seals on smartphones and smartwatches are often produced via LSR molding. The material’s soft-touch feel and skin-safe properties make it ideal for watchbands and earbud tips. Because the material can be overmolded onto rigid plastics, it allows for the creation of multi-functional, waterproof housings.
Industrial Sealing and Trucking
In heavy-duty applications, truck injection molding of silicone components ensures that engine seals can withstand the high-pressure environment of turbochargers and cooling systems.
The resistance of LSR material to oils and ozone makes it superior to traditional organic rubbers in these high-mileage scenarios.
Achieving these results requires more than just high-quality resin; it requires a specialized approach to mold engineering.
Designing the LSR Injection Mold: Precision and Flash Control
The engineering of an LSR injection mold is a masterclass in precision. Because the material is so thin when liquid, the tolerances of the mold must be significantly tighter than those used for plastics.
Flash Management
Flash is the most common defect in LSR injection. It occurs when material leaks into the parting lines or ejector pin holes of the mold. To prevent this, toolmakers must use hardened steels and high-precision grinding.
Furthermore, the mold must be designed with adequate venting to allow air to escape while being tight enough to block the silicone. Vacuum systems are often integrated into the LSR injection mold to remove air before injection, ensuring a dense, bubble-free part.
Cold Runner Systems
A standard plastic mold uses a hot runner to keep plastic molten. In contrast, an LSR injection tool uses a cold runner. This system must be thermally isolated from the heated mold cavities. If the cold runner fails to stay cool, the silicone will cure inside the manifold, causing a total system blockage that can take hours to clear.
Shrinkage and Tolerance
Silicone exhibits a unique shrinkage profile. Unlike plastics, which shrink as they cool, LSR rubber shrinks as it cures. Generally, shrinkage rates for LSR material range from 2% to 3%. Mold designers must compensate for this by sizing the cavities larger.
However, variables like injection pressure and cure temperature can influence this rate, requiring a deep understanding of rheology during the design phase.
Even with a perfect tool, the production floor must be prepared to handle the specific troubleshooting challenges of silicone.
Troubleshooting Common Issues in LSR Moulding
When a production run encounters issues, the operator must act quickly to adjust the machine parameters. Because the reaction is chemical, the window for adjustment is often narrow.
1. Incomplete Curing (Sticky Parts)
If parts emerge from the mold with a tacky surface, the material has not cured properly. This is usually caused by an incorrect 1:1 mix ratio or contamination. Certain substances, like sulfur, latex, or tin, can poison the platinum catalyst and stop the reaction entirely. Cleanliness is paramount in an LSR molding facility.
2. Air Traps and Voids
Air traps appear as small bubbles or missing sections of the part. Because LSR liquid silicone rubber flows so easily, it can bypass air vents and trap pockets of gas. The solution often involves slowing the injection speed or increasing the vacuum pull before the material enters the cavity.
3. Flash on Parting Lines
Excessive flash is usually a sign of inadequate clamping force or worn mold surfaces. If the machine's clamping pressure is not high enough to overcome the internal injection pressure, the mold halves will separate by a few microns, enough for the LSR material to escape.
Conclusion
The LSR injection molding process stands at the intersection of chemical engineering and mechanical precision. As the demand for biocompatible, thermally stable, and highly durable components continues to grow, mastering the nuances of LSR injection becomes a strategic advantage for any manufacturing firm.
From selecting the right grade of LSR liquid silicone rubber to designing an LSR injection mold that eliminates flash, every decision impacts the final performance of the part.
At Evok Polymers, we are dedicated to helping our clients harness the power of silicone. Our state-of-the-art facility is equipped to handle the most demanding LSR molding projects, ensuring that your parts meet the rigorous standards of the medical, automotive, and industrial sectors.
Ready to elevate your production with high-precision silicone? today.
Our engineering team is standing by to provide a comprehensive DFM review of your project and help you choose the ideal LSR material for your specific application.
Frequently Asked Questions (FAQs)
1. Is LSR injection molding more expensive than traditional rubber molding?
Initially, yes. The tooling for an LSR injection mold is more complex due to the need for cooling and heating systems, and the material itself is a premium product.
However, because the cycle times are much faster and the process is fully automated, the per-part cost for high-volume runs is often lower than traditional compression molding.
2. Can LSR be colored?
Absolutely. Color pigments are added during the mixing phase, before the material reaches the barrel. This ensures the color is consistent throughout the part. LSR injection can produce parts ranging from high-transparency clear to vibrant neon colors.
3. What is the typical shelf life of uncured LSR material?
Most LSR liquid silicone rubber components have a shelf life of at least six to twelve months when stored in their original sealed drums at room temperature. Once the A and B components are mixed, the "pot life" (time until it cures at room temperature) is usually several days, provided it is kept away from heat.
4. Can I overmold LSR onto other materials?
Yes. LSR molding is frequently used for overmolding onto metals and certain high-temperature plastics like PBT or PPS. There are even self-bonding grades of LSR material that contain adhesion promoters, eliminating the need for a separate primer or adhesive layer.
5. Is LSR recyclable?
Because it is a thermoset material, cured LSR rubber cannot be remelted and molded again like plastic. However, it can be ground down and used as an inert filler in other rubber products or used in specialized downcycling applications.