Modern manufacturing increasingly relies on high-performance elastomers to meet the needs of industries like medical, automotive, and consumer electronics.
Liquid silicone rubber stands out for its flexibility, thermal stability, and biocompatibility, making it a preferred choice for durable components. Understanding silicone injection molding is no longer limited to specialists, it’s essential for product developers focused on quality and reliability.
Unlike thermoplastic molding, this thermosetting process permanently sets the material through a chemical reaction, enabling the production of complex, high-precision parts built to perform under demanding conditions.
Key Takeaways
Silicone involves a chemical cross-linking process triggered by heat, making the final part heat-resistant and chemically stable.
Success depends on the exact 1:1 mixing of two-part liquid components before they enter the heated mold.
Silicone’s low viscosity allows for intricate geometries and thin wall sections that are difficult to achieve with standard plastics.
The inert nature of liquid silicone rubber makes it the gold standard for medical implants and wearable health technology.
Due to its high flowability, the tooling must be machined to extremely tight tolerances to prevent excess material at the parting lines.
Understanding Silicone Injection Molding
The core of silicone injection molding lies in the use of Liquid Silicone Rubber (LSR). This material is typically supplied in two separate containers: Part A contains the base silicone with a platinum catalyst, and Part B contains a cross-linker.
When these two parts are combined and exposed to heat, they form a three-dimensional molecular bond that cannot be reversed. This thermosetting reaction differentiates it from thermoplastics, as the resulting parts remain stable under extreme temperatures. Because the material is pumped as a liquid, it fills intricate mold cavities rapidly, allowing for efficient, high-volume manufacturing of complex geometries.
Beyond the basic chemistry, the physical advantages of using this process provide significant leverage across various engineering disciplines.
Also Read: Building a Culture of Quality in Medical Manufacturing
Benefits of Silicone Injection Molding
The transition to liquid silicone rubber offers several distinct advantages over traditional rubbers and thermoplastics. These benefits are the reason why it has become a staple in high-precision engineering.
Superior Thermal and Chemical Stability
One of the primary benefits of silicone injection molding is the resulting material's resistance to environmental extremes. The parts remain functional in temperature ranges that would cause most plastics to melt or become brittle.
Additionally, silicone is highly resistant to UV radiation, ozone, and various chemicals, making it the ideal choice for outdoor applications or medical devices that undergo harsh sterilization procedures.
Excellent Elasticity and Compression Set
Silicone is known for its ability to return to its original shape after being compressed or stretched. This property, known as a low compression set, is vital for sealing applications.
Unlike other elastomers that might flatten over time, silicone gaskets and O-rings maintain their sealing force for years, ensuring the long-term integrity of the assemblies they protect.
High Precision and Complexity
Because liquid silicone rubber has a very low viscosity during injection, it can flow into incredibly intricate mold features and thin walls. This allows engineers to design complex parts that would be difficult or impossible to achieve with standard injection molding.
The ability to mold fine details with high repeatability makes it perfect for the miniaturized components found in modern electronics.
Biocompatibility and Safety
Silicone is naturally inert, meaning it does not react with human tissue or fluids. This makes it an essential material for the medical industry. It is hypoallergenic and does not support the growth of bacteria, which is why it is used for everything from infant bottle nipples to long-term surgical implants.
Rapid Production and Automation
The silicone injection molding process is highly conducive to automation. The liquid raw materials are pumped directly into the machine, and the fast curing times allow for high-volume production runs.
Advanced molding systems can operate with minimal human intervention, reducing labor costs and increasing the overall consistency of the finished parts.
Given these extensive benefits, silicone has found its way into critical infrastructure and everyday products across several key industries.
Applications of Silicone Injection Molding
The versatility of silicone allows it to be used across a vast spectrum of industries. In 2026, its role in specialized manufacturing continues to expand.
Medical Devices and Consumables
The healthcare sector is arguably the largest user of silicone injection molding. Common applications include respiratory masks, surgical instruments with overmolded grips, catheters, and wearable drug-delivery patches.
The material's ability to be sterilized via autoclave or gamma radiation without degrading its physical properties is a key factor in its dominance here.
Automotive Seals and Gaskets
In the automotive world, silicone is used wherever high heat and fluid resistance are required. It is found in engine gaskets, spark plug boots, and connector seals.
As electric vehicles continue to grow in popularity, silicone is also used as an insulator and thermal management material for high-density battery packs.
Consumer Electronics and Wearables
The soft-touch feel and durability of silicone make it the preferred material for smartwatches, fitness trackers, and protective cases. It is also used internally for keypads and seals that protect devices from water and dust ingress. Its electrical insulation properties are critical for ensuring the safety of handheld gadgets.
Food and Beverage Equipment
Silicone's heat resistance and non-toxic nature make it ideal for food-contact applications. This includes baking molds, spatulas, and seals for coffee makers and industrial food processing equipment.
It does not impart any taste or odor to the products it contacts, meeting strict FDA safety requirements.
Aerospace and Industrial Components
For aerospace applications, silicone provides the necessary durability to survive high-altitude conditions and extreme temperature fluctuations. It is used for cockpit seals, vibration dampers, and insulation for specialized wiring.
In broader industrial settings, it is used for heavy-duty bellows, valves, and specialized protective coverings.
Understanding where silicone is used is only half the battle; the actual production cycle requires a highly controlled mechanical environment.
The Silicone Injection Molding Process
The journey from raw liquid to a finished part involves several precise stages. Each step must be carefully monitored to ensure the chemical reaction occurs at the correct moment.
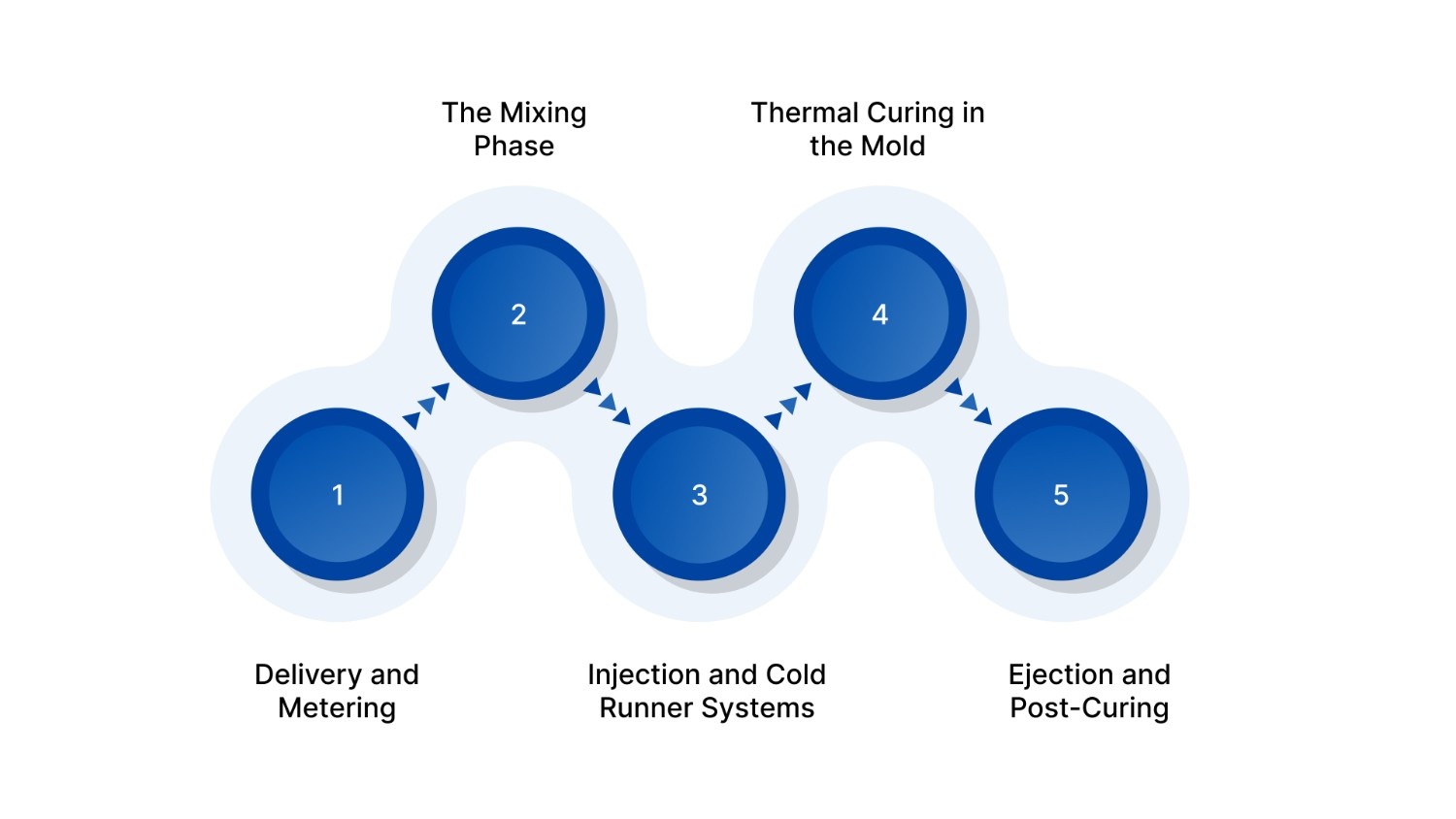
1. Delivery and Metering
The Part A and Part B components are pulled from drums using specialized pumping equipment. A metering unit ensures that they are combined in a perfect 1:1 ratio. If this ratio is off by even a small percentage, the physical properties of the finished part will be compromised.
2. The Mixing Phase
Once metered, the two liquids enter a static mixer. This is a tube containing a series of internal baffles that fold the two components together until they are a homogenous mixture.
At this stage, the material is still a liquid and is kept cool to prevent it from curing prematurely in the delivery lines.
3. Injection and Cold Runner Systems
The mixed silicone is injected into the mold through a nozzle. In many high-end systems, a cold runner is used. This keeps the silicone in the distribution channels cool, ensuring that only the material inside the actual part cavity gets hot enough to cure. This significantly reduces material waste.
4. Thermal Curing in the Mold
The mold itself is heated, typically to temperatures between 170°C and 210°C. When the cool silicone hits the hot steel, the platinum catalyst triggers the cross-linking reaction. The material sets into its final shape in a matter of seconds.
5. Ejection and Post-Curing
Because silicone is flexible and often naturally tacky, removing it from the mold can be challenging. Many molds use air blasts or specialized mechanical grippers to pull the parts free. Some applications require an additional step called post-curing to finalize the physical properties.
While the machine handles the mechanics, the success of the part is largely determined by how well the designer adheres to material-specific rules.
Design Principles for Silicone Injection Molding
Designing for silicone injection molding requires a different mindset than designing for thermoplastics. Because silicone has a very low viscosity, it behaves differently under pressure.
Wall Thickness and Transitions
While plastics usually require thick walls for strength, silicone can be molded into incredibly thin sections. However, maintaining a consistent wall thickness is still recommended to ensure even curing. If a design requires a transition from a thick to a thin section, the change should be gradual.
Handling Undercuts
One of the greatest advantages of silicone is its elasticity. In many cases, parts with undercuts can be simply stretched off the mold core during ejection. This allows for complex internal geometries without the need for expensive moving slides in the tool.
Draft and Surface Finish
Unlike rigid plastics, silicone does not always require a draft angle to be removed from the mold. However, a slight draft can make the process more reliable. Furthermore, because silicone picks up every microscopic detail of the mold surface, the choice of finish will be perfectly replicated on the part.
Parting Lines and Excess Material Control
Because liquid silicone flows so easily, it can seep into any gap in the mold that is larger than 0.005mm. This results in excess thin material at the edges. Tooling for silicone injection molding must be built with extreme precision, often utilizing vacuum systems to pull air out of the cavity.
Also Read: Frequently Asked Questions About Material Selection
Beyond the physical shape, the specific chemical grade of the material will dictate the performance of the component in the field.
Material Selection and Properties
Liquid Silicone Rubber comes in various grades, each tailored for specific environmental and mechanical needs. Selecting the correct grade is a core part of silicone injection molding engineering.
Durometer and Hardness
Silicone hardness is measured on the Shore A scale. You can choose materials ranging from Shore A 5 (very soft, like a gel) to Shore A 80 (hard, like a car tire). Most consumer and medical applications fall in the 40 to 60 range, providing a balance of flexibility and durability.
Specialized Grades
Medical Grade: These are tested for biocompatibility and are suitable for long-term implantation or skin contact.
Self-Lubricating: Silicone can be infused with oils that slowly bleed to the surface over time, reducing friction in moving assemblies.
Flame Retardant: Specific additives can be included to meet UL 94 V-0 requirements for electronics housings.
High Tear Strength: Essential for parts that will be repeatedly stretched or subjected to mechanical abrasion.
Color and Aesthetics
Silicone is naturally translucent, which makes it very easy to color. Pigment is added during the mixing phase, allowing for everything from solid colors to glowing or fluorescent effects. Because the color is mixed throughout the material, it will not chip or wear off like paint.
Suggested Read: Meet the Experts Behind Your Precision Projects
Tooling for silicone is a significant investment that requires specialized knowledge.
Tooling Strategies for Silicone Success
The mold for silicone injection molding is a high-precision instrument. Because it must be heated and withstand the flow of low-viscosity liquid, the construction differs from standard plastic molds.
Steel Selection
Most silicone molds are made from high-grade stainless steel. This is because the chemical byproducts of some silicone curing processes can be mildly corrosive, and stainless steel provides the best longevity. Additionally, steel can handle the thermal cycling required to maintain the high temperatures needed for curing.
Venting and Vacuum
As the liquid silicone enters the mold, it must displace the air inside. If the air is trapped, it creates "dieseling," where the compressed air gets hot enough to burn the material. To prevent this, silicone molds often include a vacuum seal that removes all air from the cavities just before injection.
Cold Runner Blocks
For high-volume production, a cold runner block is used to separate the heated cavities from the delivery system. While this increases the initial silicone injection molding tooling cost, it pays for itself by eliminating the waste of the runner system, which can account for up to 50% of the material in a standard mold.
Conclusion
The adoption of silicone injection molding continues to grow as industries demand materials that can bridge the gap between flexibility and extreme environmental resistance.
By understanding the thermosetting nature of the process and the precision required in tooling, manufacturers can unlock the full potential of liquid silicone rubber. In 2026, success in this field depends on a synergy between smart part design, exact material metering, and high-performance tooling.
At Evok Polymers, we are committed to helping our clients navigate the technical complexities of high-performance elastomers.
From the initial design phase to the final validation of your parts, our focus remains on providing the precision and quality that modern engineering demands.
Request a Quote from Evok Polymers to receive a comprehensive engineering review and cost estimate.
Frequently Asked Questions (FAQs)
1. Is silicone injection molding more expensive than plastic molding?
The initial tooling and material costs for silicone are generally higher than for commodity plastics like polypropylene.
However, because silicone parts can often be simplified (incorporating multiple functions into one part due to its flexibility) and cycle times are fast, the total cost of ownership can be very competitive for high-performance applications.
2. Can silicone be overmolded onto other materials?
Yes. One of the most common techniques in 2026 is overmolding silicone onto rigid plastic or metal substrates. This is frequently seen in surgical handles and handheld electronics.
It requires a specific primer or a self-adhesive grade of silicone to ensure a permanent bond between the two materials.
3. What is the difference between LSR and HCR?
LSR (Liquid Silicone Rubber) is processed via silicone injection molding and is ideal for complex shapes and high volumes.
HCR (High Consistency Rubber) is a clay-like material usually processed through compression molding or extrusion. LSR generally offers higher precision and faster production rates.
4. Does silicone require a cleanroom environment?
For medical or sensitive electronic parts, yes. Many silicone molding facilities operate under ISO Class 7 or 8 cleanroom standards to ensure that no dust or airborne contaminants are trapped in the material during the mixing or molding phases.
5. How long do silicone molds last?
A well-maintained stainless steel silicone mold can last for hundreds of thousands, if not millions, of cycles. Because silicone is not abrasive, it does not wear down the mold surface as quickly as glass-filled plastics do.