Plastic manufacturing is steadily shifting toward materials that balance performance with cost. For U.S. product teams, understanding how a material behaves in production directly affects durability, pricing, and the ability to scale efficiently.
Polypropylene stands out for this reason. Known for its low weight, chemical resistance, and excellent fatigue strength, it has earned a strong reputation across industries.
From automotive trims to medical housings, polypropylene injection molding provides a practical, high-volume solution for producing consistent, reliable plastic parts without driving up manufacturing costs.
Key Takeaways
Polypropylene is the premier choice for parts requiring integral living hinges due to its ability to withstand thousands of flex cycles without cracking.
Its low melt viscosity allows for the filling of thin-walled geometries and complex internal features that other polymers might struggle to reach.
As a highly recyclable thermoplastic, polypropylene is increasingly favored by brands looking to meet environmental targets without sacrificing mechanical performance.
Both the raw material cost and the high cycle speeds associated with pp molding make it one of the most economically viable options for large-scale production runs.
Overview of Polypropylene as a Thermoplastic Material
Polypropylene (PP) is a linear hydrocarbon polymer that belongs to the polyolefin family. Its molecular structure consists of repeating propylene monomers, which give the material its distinct semi-crystalline nature.
This crystallinity is the secret behind its high melting point and robust chemical resistance. Unlike amorphous plastics, PP maintains its structural integrity even when exposed to harsh solvents, acids, and bases.
In the world of pp injection molding, not all polypropylene is created equal. The material generally exists in two primary chemical variations, each offering different mechanical advantages depending on the final application.
1. Homopolymer Polypropylene (PPH)
This is the most common and rigid form of the material. It consists only of propylene monomers in a repeating chain. It offers a higher strength-to-weight ratio and better stiffness than its copolymer counterparts.
It is the go-to choice for applications like industrial tanks, pipes, and rigid packaging where structural firmness is the priority.
However, its main drawback is poor impact resistance at low temperatures, where it can become brittle.
2. Copolymer Polypropylene (PPC)
To improve impact strength and flexibility, ethylene monomers are added to the polypropylene chain. There are two subtypes:
Random Copolymers: The ethylene is distributed randomly along the chain, resulting in a more transparent material with better optical clarity. This is often used for clear food containers and medical components.
Block Copolymers (Impact Copolymers): The ethylene is arranged in regular blocks. This significantly boosts impact resistance, making the part much tougher and less likely to shatter in cold environments. It is the industry standard for automotive bumpers and heavy-duty storage bins.
Moving beyond the chemical makeup, the actual process of injection molding polypropylene requires a deep understanding of its unique physical advantages.
Advantages of Polypropylene Injection Molding
The widespread adoption of pp injection molding is driven by a unique set of properties that make it stand out from other commodity resins like ABS or Polyethylene.
For product designers at Evok Polymers, these advantages are the building blocks of a successful high-volume program.
Low Coefficient of Friction
Polypropylene has a naturally slippery surface. This low coefficient of friction is a massive benefit during the manufacturing phase because it facilitates easy release from the metal mold tool.
This reduces the force required for ejection, which minimizes the risk of drag marks or part deformation. From a functional perspective, this also makes PP an excellent choice for gears and sliding mechanisms where low wear is required.
Exceptional Fatigue Resistance
One of the most famous applications of pp molding is the living hinge. Because of its molecular orientation during the molding process, the material can be bent repeatedly without failing.
Most plastics would develop white stress marks and eventually snap; polypropylene stays flexible. This allows for the creation of one-piece containers with lids that last the life of the product, significantly reducing assembly costs.
High Chemical and Moisture Resistance
If your product will be exposed to cleaning agents, automotive fluids, or constant humidity, injection molding polypropylene is likely the best path. It is virtually impervious to water absorption and resistant to most chemical solvents.
This makes it a staple in the medical industry for syringes and diagnostic equipment that must maintain integrity during sterilization.
Low Melt Viscosity
In its molten state, polypropylene flows with very little resistance. This high flow rate (High Melt Flow Index or MFI) means that the material can travel through long, thin runners and fill delicate features without requiring extreme pressures.
This lower viscosity leads to faster cycle times and reduces the wear and tear on the injection molding machine and the tool itself.
While the material benefits are clear, achieving these results requires strict adherence to specific design parameters.
Design Guidelines for Polypropylene Injection Molding
To capture the full value of the material, your CAD geometry must respect the physical behavior of the resin. Using digital tools to predict how the resin will flow and shrink is an essential part of the development process.
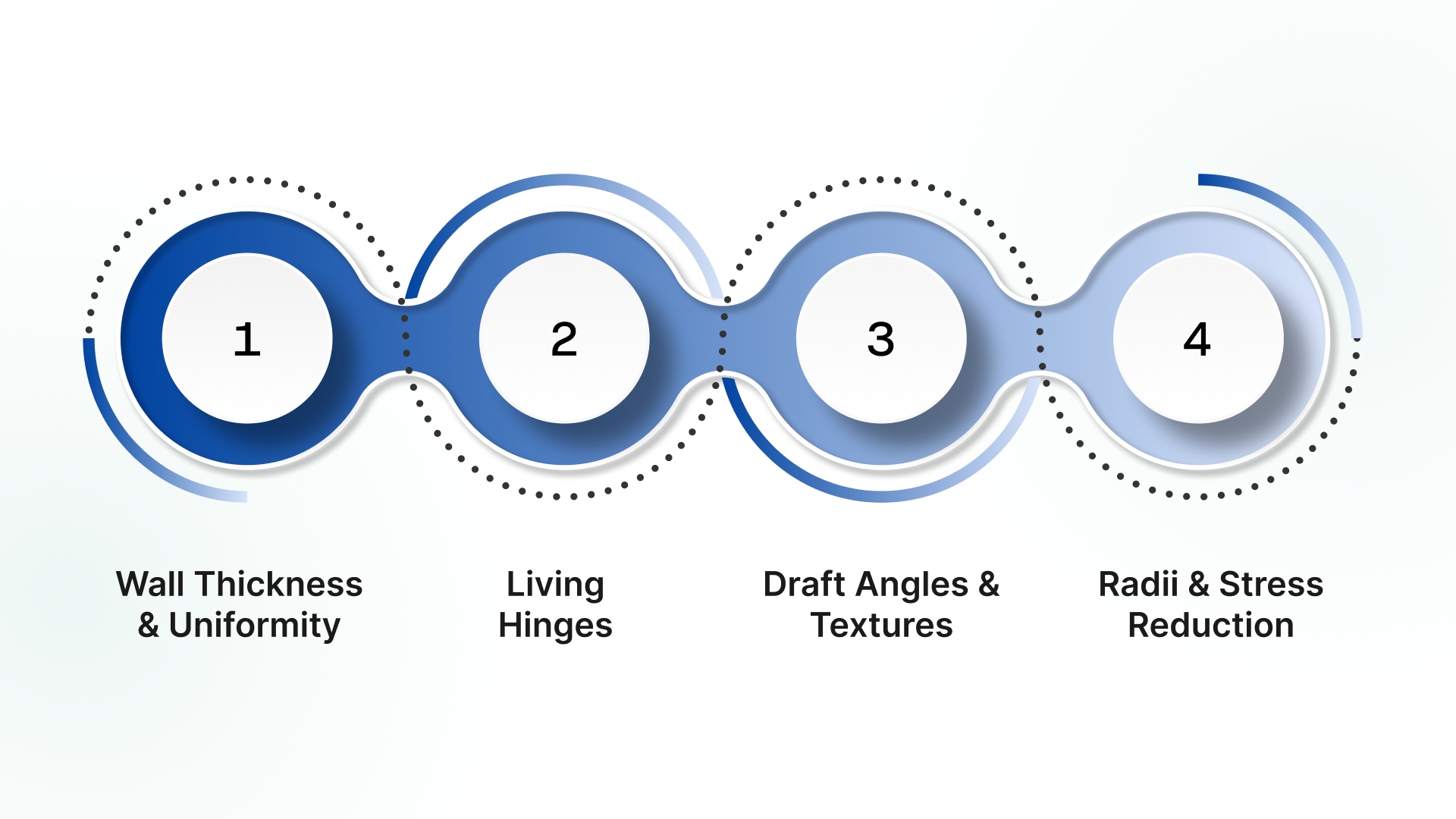
Wall Thickness and Uniformity
The most critical design factor for pp injection molding is maintaining uniform wall thickness. Polypropylene has a high shrinkage rate. If your part has thick sections next to thin sections, the thick areas will cool more slowly, leading to internal stresses that cause the part to warp or develop sink marks.
Ideal Range: 1.2mm to 0.3mm
Thin Walls: PP can go as thin as 0.5 mm for small packaging parts, but this requires specialized high-speed machinery.
Transitions: If you must change thickness, always use a gradual taper to ensure smooth material flow.
Living Hinges
Designing a living hinge requires specific dimensions to ensure the polymer chains align correctly for maximum flex life.
Ideal Range: Typically 0.2mm to 0.4mm
Hinge Length: Should be short, usually around 1.5mm to 2.5mm, to ensure the material stays in its oriented state.
Radii: Always include generous radii at the attachment points of the hinge to avoid stress concentration.
Draft Angles and Textures
Because of its semi-crystalline nature, PP shrinks tightly onto the internal components of a mold as it cools. Without a proper draft, the part will stick during ejection.
Smooth Surfaces: A minimum of 1° to 2° per side is recommended.
Textured Surfaces: If you are adding a texture, you must add an additional 1° of draft for every 0.025mm of texture depth to prevent scuffing during ejection.
Radii and Stress Reduction
Sharp internal corners are a primary cause of structural failure. They act as points where stress concentrates, making the part prone to cracking. We recommend a minimum internal radius of 0.5 times the wall thickness.
This makes the part stronger and allows the molten PP to flow more smoothly into the corners during the pp injection molding process.
By optimizing the design for these parameters, you set the stage for predictable mechanical performance.
Polypropylene Material Properties
The performance of pp injection molding is defined by its mechanical and thermal data. These properties determine how the part will behave in the field under real-world conditions.
Physical and Mechanical Property | ||
Density | 0.904 – 0.908 g/cm³ | 0.898 – 0.900 g/cm³ |
Tensile Strength at Yield | Moderate, good stiffness | Slightly lower than homopolymer (more flexible) |
Flexural Modulus | Higher rigidity | Lower rigidity (more flexible) |
Impact Strength | Moderate impact resistance | Higher impact resistance than homopolymer |
Melting Point | ~160 – 165 °C | ~135 – 159 °C |
Chemical Structure Impact
The semi-crystalline nature of PP means it has a highly ordered molecular structure. This leads to its opaque appearance and high heat distortion temperature. However, this crystallinity also causes high shrinkage.
As the material cools from a liquid to a solid, the molecules pack tightly together, causing the overall volume to decrease significantly. Managing this shrinkage is a primary task for the manufacturer.
The relationship between material properties and cooling rates leads directly into the complexities of the molding cycle.
Chemical Resistance of Polypropylene (Why It’s Used in Harsh Environments)
One of the biggest reasons polypropylene injection molding is preferred across the medical, automotive, and packaging industries is its exceptional resistance to chemicals and moisture. Unlike many engineering plastics, PP does not degrade when exposed to common acids, bases, and cleaning agents.
Chemical / Substance | |
Water & Moisture | Excellent |
Aromatic Solvents (Benzene) | Poor |
Alcohols (Ethanol, Isopropanol) | Excellent |
Automotive Fluids (Coolants) | Excellent |
Oils & Grease | Very Good |
Dilute Bases (NaOH, KOH) | Excellent |
Hydrocarbons | Very Good |
Detergents & Cleaning Agents | Excellent |
Dilute Acids (HCl, H₂SO₄) | Excellent |
Strong Oxidizing Acids | Poor |
Chlorinated Solvents | Poor |
This is why polypropylene is widely used for lab equipment, chemical storage components, medical containers, automotive battery housings, and cleaning product packaging where material degradation cannot be tolerated.
Processing Considerations for Polypropylene
Successful pp injection molding is a science of temperature and pressure control. Because the material is responsive to processing variables, small adjustments have a major impact on part quality.
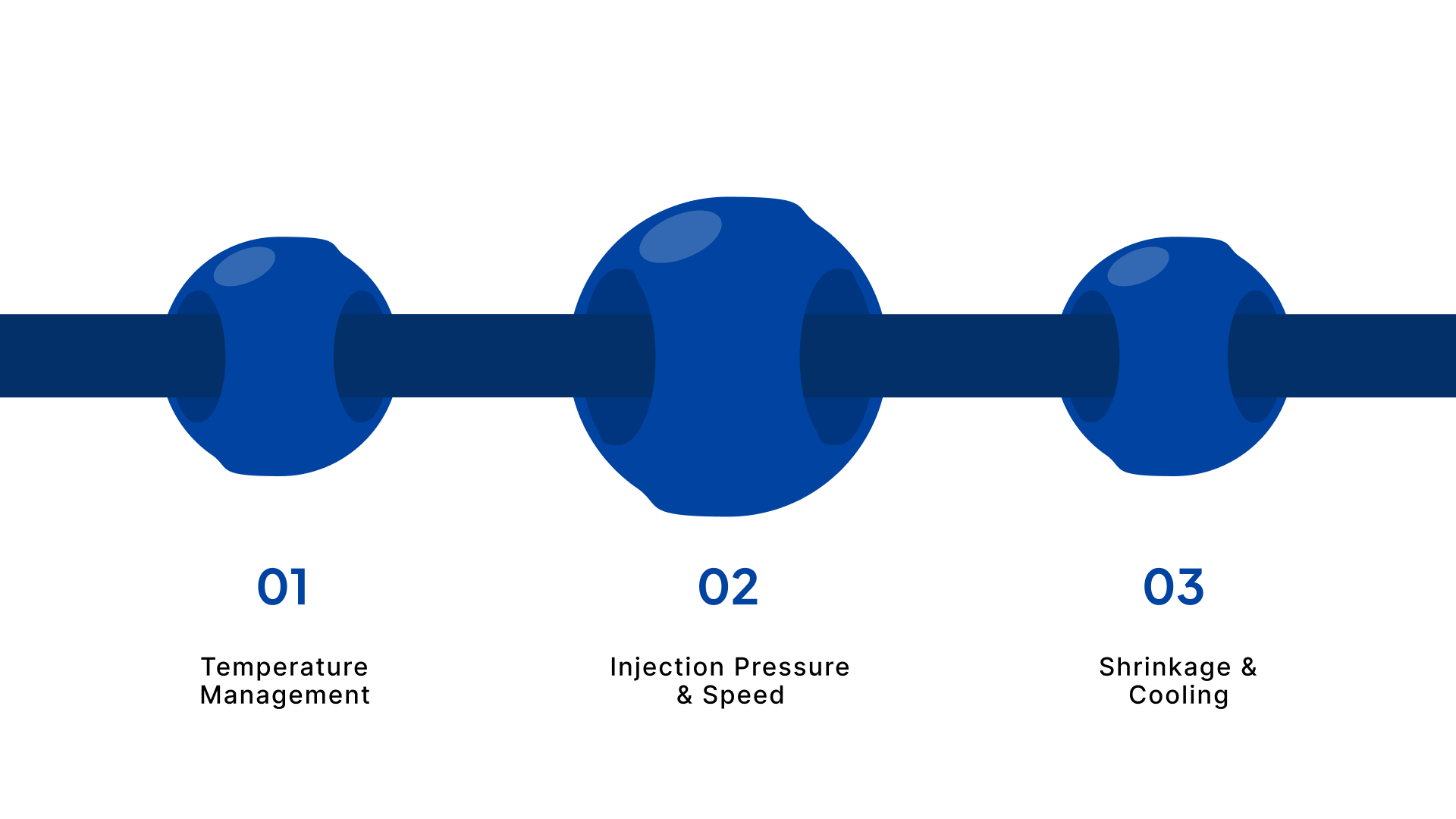
Temperature Management
Melt Temperature: Typically between 220 °C and 280 °C. Going above 280 °C risks thermal degradation, which can turn the material yellow and weaken its mechanical properties.
Mold Temperature: Generally set between 20 °C and 80 °C. For parts where cosmetic appearance is critical, a higher mold temperature is preferred as it improves surface gloss.
For faster cycle times on non-cosmetic parts, lower temperatures are used to freeze the plastic as quickly as possible.
Injection Pressure and Speed
Since PP flows easily, high injection pressures are rarely needed for standard parts. Most programs run between 80 MP and 140 MP. However, for thin-walled packaging, pressures can reach 180 MP combined with high injection speeds to ensure the cavity is filled before the material starts to solidify.
Shrinkage and Cooling
Because PP shrinks up to 2.5%, the holding phase of the cycle is vital. After the mold is filled, the machine continues to push material into the cavity to compensate for the volume lost during cooling. Using mold-flow simulations determines the exact duration of this phase, preventing the formation of internal voids or surface sink.
Once the processing parameters are established, the material can be deployed across various industrial sectors.
Applications of Polypropylene Injection Molding
The versatility of pp injection molding has made it a foundational material across almost every major industry. Its ability to be modified with glass fibers, minerals, or impact modifiers means it can be tailored for thousands of different uses.
Automotive Industry
The automotive sector is a massive consumer of pp molding services. By replacing heavy metal parts with lightweight polypropylene composites, manufacturers can significantly improve fuel efficiency.
Exterior: Bumpers, fender liners, and grilles.
Interior: Dashboard components, door panels, and pillar trims.
Under the Hood: Battery cases, air cleaner housings, and fan shrouds.
Packaging and Consumer Goods
In the consumer market, the safety and durability of PP are prioritized.
Food Grade: Snap-on lids, translucent food containers, and microwavable trays.
Closures: Flip-top caps for shampoo bottles and tamper-evident seals for beverages.
Household: Storage bins, laundry baskets, and reusable kitchenware.
Medical and Healthcare
In the medical field, the cleanliness and chemical resistance of PP are unmatched.
Disposable Devices: Syringes, lab vials, and specimen cups.
Equipment Housings: Cases for diagnostic devices that must withstand frequent chemical wiping.
Packaging: Blister packs and sterile pill containers.
Despite these diverse uses, certain environmental factors can pose challenges to the material's longevity.
Challenges and Best Practices
No material is perfect, and pp injection molding comes with hurdles that must be managed by an experienced manufacturing partner.
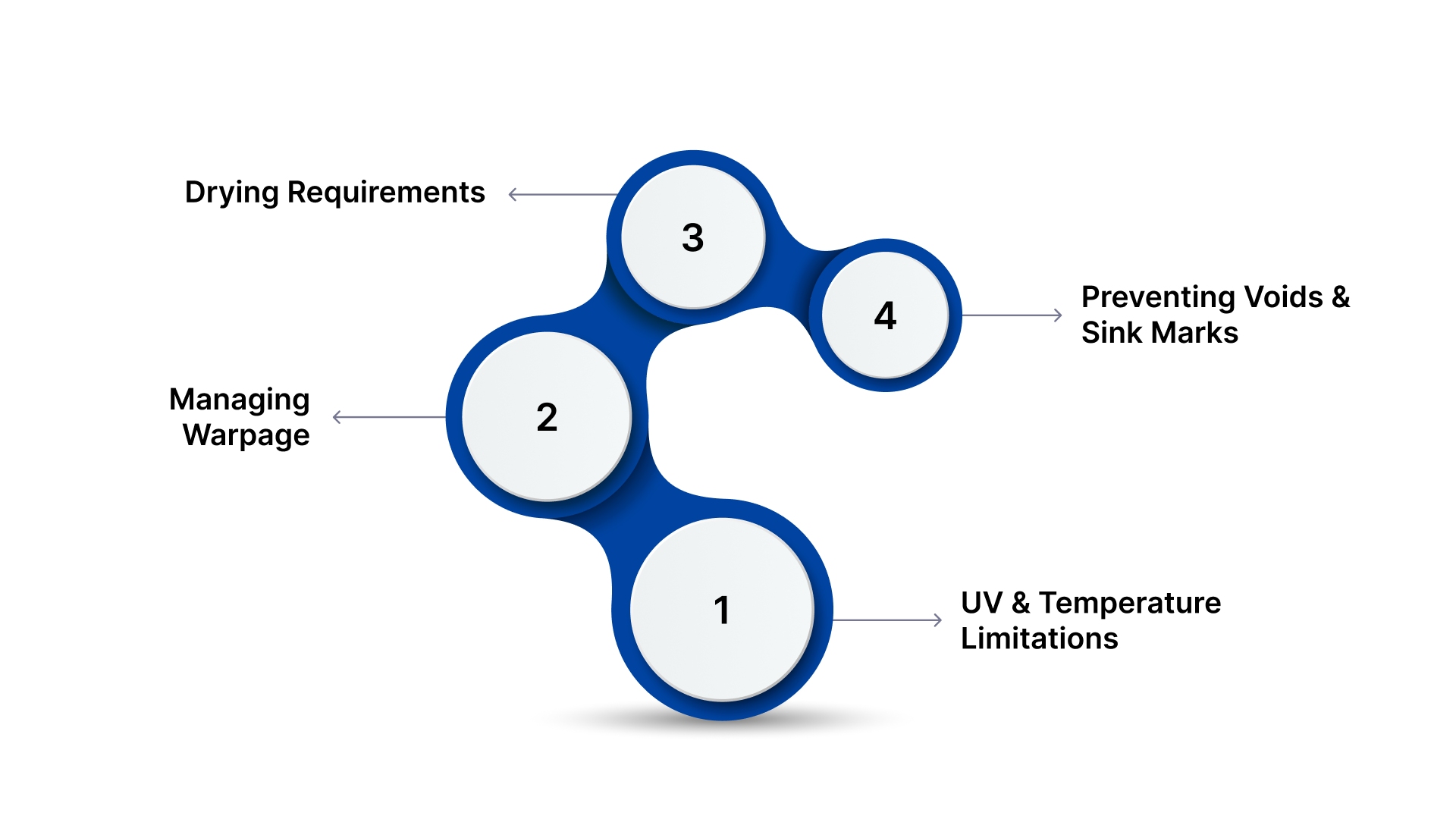
UV and Temperature Limitations
Raw polypropylene has poor resistance to ultraviolet (UV) light. If left in direct sunlight for long periods, it will become brittle and start to flake. To solve this, UV stabilizers must be added to the resin.
Additionally, while it handles heat well, it is not suitable for extremely high-temperature environments above 100 °C for long durations.
Managing Warpage
Because of the high shrinkage rate, warpage is the most common defect in pp molding. We mitigate this by designing symmetrical cooling channels in the mold. If one side of the part cools faster than the other, it will pull and bend. Balanced cooling is the only way to ensure dimensional stability.
Drying Requirements
One of the benefits of polypropylene is that it does not absorb moisture from the air. Unlike Nylon or ABS, PP can often be fed directly from the bag into the hopper.
However, if you are using additives or color concentrates, those components might be hygroscopic, in which case a brief drying cycle is a best practice to avoid surface defects or bubbles.
Preventing Voids and Sink Marks
In thick sections, the exterior of the part freezes first. As the interior shrinks, it pulls away from the center, creating a void. To prevent this, always gate the part at its thickest point. This allows the machine to keep pushing molten material into the cooling center, feeding the shrink and preventing the defect.
A comprehensive approach to quality and validation ensures that these common issues are addressed during the pre-tooling phase.
Conclusion
Polypropylene injection molding remains a primary method for mass production because it offers a rare combination of high performance and low cost.
From the fatigue-defying living hinges to the lightweight structural components in our vehicles, this material continues to evolve through new copolymer formulations and advanced processing techniques.
For product teams in the United States, success lies in understanding the material's crystalline nature and designing parts that turn high shrinkage into a manageable variable.
Partner with Evok Polymers for Manufacturing Excellence
Navigating the complexities of pp molding requires a partner who understands the intersection of engineering and economics. We provide the design depth, material expertise, and transparent pricing you need to bring your project to life.
Ready to start your next polypropylene program?
Contact Evok Polymers today for a detailed consultation, or upload your CAD model to the Polyestimator tool to get an instant quote on your high-volume production needs.
Frequently Asked Questions (FAQs)
1. Is polypropylene safe for food-contact applications?
Yes. Polypropylene is FDA-approved for food contact and is widely used for everything from yogurt containers to reusable water bottles. It does not leach harmful chemicals and can withstand the heat of a dishwasher or microwave.
2. Why is my polypropylene part warping?
Warpage in pp injection molding is almost always caused by non-uniform cooling or non-uniform wall thickness. Because PP shrinks significantly, any temperature difference across the part creates internal stresses that cause it to bend as it reaches room temperature.
3. Can I use color matching with polypropylene?
Absolutely. Polypropylene is highly receptive to colorants. We use Pantone and PMS color matching systems to ensure your parts meet your brand’s exact visual requirements. Because PP is semi-crystalline, colors appear vibrant, though the natural material is slightly translucent.
4. How does glass-fiber reinforcement change polypropylene?
Adding glass fibers dramatically increases the stiffness and tensile strength of the part. It also reduces the shrinkage rate, making it easier to hold tight tolerances. However, it makes the part more brittle and eliminates the possibility of using a living hinge.
5. Does polypropylene require a special type of mold steel?
For high-volume pp injection molding, we typically recommend P-20 or H-13 steel. While PP is not abrasive like glass-filled materials, the high production volumes often associated with this resin require durable steel to maintain surface finish and dimensional accuracy over millions of cycles.