Introduction
Engineering Change Orders (ECOs) consume 20-50% of total tooling budgets in many injection molding programs. The root cause: critical design and manufacturing decisions made in isolation or rushed without proper analysis. Research shows that ECOs can consume one-third to one-half of engineering capacity, representing massive capital waste that could have been prevented through early collaboration and strategic planning.
Poor quality management creates equally damaging hidden costs. Case studies demonstrate that implementing rigorous process controls can reduce the Cost of Poor Quality (COPQ) by 45%, revealing how much manufacturers lose to avoidable scrap, rework, and customer returns.
This guide examines cost reduction across three critical dimensions: upfront decisions during design and tooling, ongoing production process management, and contextual factors like volume planning and manufacturing partnerships.
You'll identify specific opportunities to cut costs while maintaining the quality standards your products demand.
Key Takeaways
- Five cost drivers compound in injection molding: tooling, materials, cycle time, scrap rates, and secondary operations
- DFM optimization before tooling delivers 20-40% cost reductions with highest ROI
- Cooling optimization (50-70% of cycle time) drives the biggest production efficiency gains
- Strategic manufacturing partnerships provide cost transparency and design collaboration that prevent expensive mistakes
- Volume planning transforms per-unit economics (prohibitive tooling costs at 1K units become negligible at 100K)
How Injection Molding Costs Typically Build Up
Injection molding operates on a fundamentally different cost structure than many manufacturing processes. Costs are heavily front-loaded through tooling investment, then amortized across production volume.
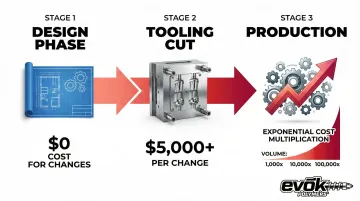
Early decisions have exponential impact on total program cost. A design choice that adds $5,000 to tooling might seem minor, but if it also increases cycle time by 10 seconds, that compounds across hundreds of thousands of parts.
Costs accumulate through three distinct phases:
- Tooling development — The largest one-time investment, ranging from a few thousand dollars for simple aluminum molds to over $100,000 for complex multi-cavity steel tools
- Production setup and validation — First article inspection, process parameter optimization, and quality system establishment; costs that recur with each new project or significant design change
- Per-part manufacturing costs — Material, machine time (driven by cycle time), labor, and facility overhead that multiply across every unit produced
Beyond these direct expenses, hidden costs emerge when phases aren't managed strategically:
- Design changes after tooling is cut average $5,000 per engineering change (one documented four-week delay cost $13.8 million in lost revenue)
- Quality failures create production delays, consume additional machine time, and damage customer relationships
- Unplanned secondary operations add labor costs and complexity throughout the product lifecycle
The key insight: poor decisions in the tooling phase compound exponentially during production.
Key Cost Drivers in Injection Molding
Four primary factors drive injection molding economics, each interacting with the others in complex ways.
Tooling complexity and material choice represent fixed costs that must be recovered through production volume. A simple two-plate mold with straightforward geometry might cost $10,000-$30,000, while complex tools requiring side-actions, lifters, or intricate cooling systems can exceed $100,000.
The choice between aluminum, P20 steel, or hardened H13 steel affects both upfront investment and tool longevity.
Production efficiency comes down to cycle time and scrap rate. Every second of cycle time translates directly to machine capacity:
- 30-second cycle: 120 parts per hour
- 45-second cycle: 80 parts per hour (33% reduction in throughput)
- Typical scrap rates of 3-5% add material waste and require overproduction to meet order quantities
These variable costs interact with volume commitments to unlock economies of scale. Tooling costs that represent $50 per part at 1,000 units drop to $0.50 per part at 100,000 units, dramatically changing project economics.
The breakeven point between different tooling strategies shifts substantially based on production volume.
Finally, part geometry drives both tooling cost and cycle time simultaneously. Features like undercuts require complex mold mechanisms that can increase tooling costs by 20-50%.
Design choices impact manufacturing efficiency:
- Thick walls or non-uniform thickness extend cooling time
- Complex features increase cycle time and per-part costs
- Poor design can easily double both tooling investment and manufacturing costs compared to an optimized approach

Design for Manufacturability (DFM)
Why DFM Delivers the Highest ROI
Design optimization before tooling represents the single most cost-effective strategy in injection molding programs. Industry data shows that DFM can reduce overall manufacturing costs by 20-40%, with some case studies demonstrating even higher savings when complex features are simplified.
The leverage comes from timing. Digital design changes cost hours of engineering time.
Changes after tooling is cut cost thousands of dollars and weeks of delay. DFM identifies and resolves manufacturability issues while they're still inexpensive to fix.
Critical DFM Principles
These principles deliver the most significant cost reductions:
Uniform wall thickness prevents warping, sink marks, and excessive cooling time. Maintaining walls between 1.5-3mm with minimal variation allows consistent cooling rates throughout the part. One redesign optimizing wall thickness reduced cycle time by 40% by eliminating thick sections that required extended cooling.
Adequate draft angles ensure smooth part ejection without damage. General surfaces need 2° minimum draft, while textured surfaces require 3° or more. Insufficient draft causes ejection problems that slow production and damage parts.
Strategic rib design adds strength without thick walls. Ribs should be 40-60% of main wall thickness and less than 3x the wall height. This prevents sink marks while providing structural reinforcement at minimal material cost.
Eliminating undercuts removes the need for side-actions, cams, and lifters—complex mechanisms that significantly increase tooling cost. When undercuts are unavoidable, designing them to open in the primary mold direction minimizes complexity.
Part Consolidation Opportunities
Combining multiple components into a single molded part eliminates assembly labor, reduces part count, and simplifies supply chain management.
The savings can be dramatic. NCR Voyix redesigned a POS terminal using DFMA principles, achieving 85% fewer parts, 75% less assembly time, and $1.1 million in labor savings. Logitech reduced part count by over 40% and cut assembly time in half by integrating PCB supports and snap-fits into a single housing.
The key is identifying where separate components serve no functional purpose beyond assembly convenience. Snap-fit features, living hinges, and integrated fastening points can often replace mechanical assembly, reducing both part count and labor costs.

Strategic Material Selection
Understanding Material Economics
Material choice impacts both per-part cost through resin price and processing cost through cycle time and temperature requirements. The three main categories:
- Commodity resins (polypropylene, polyethylene) — lowest material costs but limited performance
- Engineering resins (polycarbonate, nylon, PBT) — enhanced properties at moderate premiums
- High-performance materials (PEEK, PPS) — exceptional capabilities at substantial cost
Recent resin pricing shows ongoing fluctuations. Polycarbonate dropped 3¢/lb by late 2025, while ABS fell approximately 4¢/lb entering 2026. Nylon 6 and 66 declined 4-6¢/lb, while polypropylene remained largely flat. These market dynamics directly impact project economics, particularly for high-volume production where material represents a significant cost component.
Avoiding Over-Engineering
Selecting materials that exceed actual performance requirements wastes money on every part produced. The challenge is accurately assessing what properties the application truly needs versus what seems safe or impressive on a datasheet.
Consider thermal requirements realistically:
- Does the part experience sustained temperatures above 80°C, or is that theoretical?
- Will it face continuous UV exposure outdoors, or occasional indirect sunlight?
- Is chemical resistance needed for harsh solvents, or just mild cleaning agents?
Processing costs scale with material complexity. Polymeric mold inserts have thermal conductivity two orders of magnitude lower than steel, requiring longer holding times. Some engineering resins require higher barrel temperatures and longer residence times, increasing energy consumption and cycle time.
When evaluating materials, systematic comparison of commodity, engineered, and specialty grades against actual application requirements prevents over-specification that inflates costs unnecessarily.
Intelligent Tooling Investment
The False Economy of Cheap Tooling
Low-cost aluminum molds offer 30-50% lower upfront costs than steel, making them attractive for budget-conscious projects. However, aluminum's durability limitations create hidden costs that often exceed initial savings.
Aluminum molds typically last 10,000-25,000 cycles before requiring significant maintenance or replacement.
For production runs exceeding 15,000-20,000 units, steel's durability often outweighs aluminum's upfront savings through reduced maintenance costs and longer tool life. Steel molds using materials like H13 can produce 1,000,000+ cycles with proper maintenance, making steel the economical choice for high-volume production despite higher initial investment.
Multi-Cavity Economics
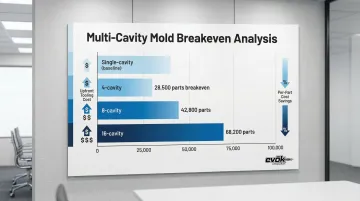
Beyond material choice, cavity count significantly impacts per-part economics. Multi-cavity molds increase upfront tooling costs but dramatically reduce per-part costs for high-volume production.
The breakeven analysis is straightforward:
- 4-cavity vs. single-cavity breaks even at 28,500 parts
- 8-cavity vs. single-cavity breaks even at 42,800 parts
- 16-cavity vs. single-cavity breaks even at 68,200 parts
For annual volumes exceeding 100,000 parts, 8-16+ cavity molds maximize efficiency by producing multiple parts per cycle while sharing machine time and setup costs.
Modular and Family Molds
When production demands flexibility rather than pure volume, modular and family molds offer strategic advantages.
Modular tooling allows design iterations without complete mold replacement. Inserts for critical features can be swapped while the base mold remains unchanged, reducing modification costs.
Family molds produce multiple different parts in a single tool, sharing the fixed costs of mold base, machine time, and setup.
One 6-cavity family mold producing three connector sizes cost $42,000 versus $65,000 for three separate molds, with a 60% reduction in machine footprint.
EVOK specializes in production tooling using dedicated P-20 steel construction rated for up to 1 million parts. This approach to durable, high-quality tooling ensures the lowest per-unit costs over extended production runs, avoiding the false economy of cheap tools that require premature replacement.
Metal-to-Plastic Conversion Opportunities
Cost and Performance Advantages
Converting metal components to engineered plastics typically delivers 25-50% overall cost savings and weight reductions up to 50%.
These savings come from multiple sources:
- Lower material costs compared to metal
- Reduced secondary operations (no machining or finishing required)
- Simplified assembly processes
An automotive case study converting a die-cast aluminum engine bracket to glass-reinforced PBT-PET composite reduced mass by 30%, cost by 7.5%, and improved tool life by 4x. A structural component for the Ford F-150 Lightning achieved 40% component mass reduction (2.09 kg savings) compared to ultra-high-strength steel.
When Plastics Match Metal Performance
These cost savings wouldn't matter if performance suffered. Modern engineering resins challenge traditional assumptions about plastic capabilities.
Continuous fiber-reinforced composites show strength-to-weight ratios 3-4 times higher than steel or aluminum. Thermoplastics offer 10-20 times higher vibration damping than aluminum, improving NVH performance in automotive and industrial applications.
The key is matching material properties to actual application requirements:
- Glass-filled nylons: Excellent strength and stiffness for structural components
- Polycarbonate: Impact resistance and transparency for protective housings
- PBT and PPS: Chemical resistance and dimensional stability for automotive underhood applications
Successful conversion requires partnership with molders experienced in material science and structural analysis.
EVOK's 25 years of experience includes working with engineering resins across diverse applications, helping customers identify conversion opportunities and select materials that meet performance requirements while delivering cost savings.
Cycle Time Optimization
Why Cooling Dominates Cycle Time
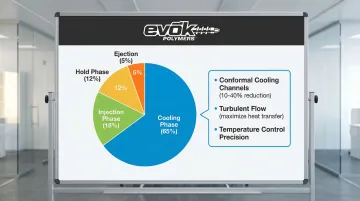
Cooling represents 50-70% of total injection molding cycle time, with some complex parts requiring cooling phases that consume up to 80% of the cycle. This makes cooling system design and management the highest-impact area for cost reduction.
The math is straightforward. Reducing a 60-second cycle by 10% (6 seconds) increases hourly production from 60 to 64 parts—a 6.7% throughput gain.
Across a 100,000-part production run, that's 6,700 additional parts produced in the same machine time, or significant time savings if producing to a fixed quantity.
Advanced Cooling Strategies
Three proven strategies deliver measurable cooling improvements:
Conformal cooling channels that follow part contour reduce cycle times by 10-40% compared to conventional straight-line cooling. Additive manufacturing typically creates these channels in mold inserts, providing uniform cooling across complex geometries that traditional drilling cannot reach.
Turbulent water flow (Reynolds number > 4,000) maximizes heat transfer efficiency by preventing laminar boundary layers that insulate the coolant from the mold surface. Achieving turbulent flow requires adequate coolant velocity and proper channel sizing.
Temperature control precision prevents both overcooling (which wastes energy and increases cycle time) and undercooling (which causes part defects). Regular descaling maintains heat transfer efficiency by removing mineral deposits that insulate cooling channels and reduce effectiveness.
Process Parameter Optimization
Energy and Material Efficiency
Process parameters directly affect both energy consumption and material waste. Screw rotation speed contributes 84.18% of variation in Specific Energy Consumption, making it a primary target for energy optimization.
Selecting polymers with lower theoretical heat energy can reduce energy consumption by up to 50%. Material waste through scrap typically runs 3-5% in well-managed operations.
Hybrid optimization models using Neural Networks and Genetic Algorithms have reduced raw material consumption by 2% and cycle time by 12% by fine-tuning:
- Injection pressure levels
- Temperature profiles across zones
- Hold times and pressures
These parameters work together to minimize waste while maintaining part quality.
Statistical Process Control
Statistical Process Control (SPC) implementation separates normal variation from abnormal process changes, shifting quality management from reactive to proactive. By monitoring key parameters in real-time and establishing control limits, SPC detects process drift before it produces defective parts.
This prevents the costly cycle of producing bad parts, discovering the problem through inspection, scrapping the defects, and troubleshooting the root cause.
SPC alerts operators to parameter deviations immediately, allowing correction before quality suffers.
Automation and Uptime Management
Automation Benefits
Automation delivers measurable cost savings across multiple operations:
- Robotic part removal eliminates manual handling, reducing labor costs and improving consistency
- Automated inspection detects defects immediately rather than through batch sampling
- In-mold assembly combines multiple manufacturing steps, reducing production time and labor
These benefits translate into ROI that depends on production volume, labor rates, and part complexity. High-volume production with consistent part geometry offers the strongest case for automation investment.
Minimizing Downtime
Unplanned downtime destroys profitability by consuming expensive machine time without producing sellable parts. Regular mold maintenance prevents expensive repairs and supply interruptions. Preventive maintenance schedules based on cycle counts catch wear before it causes failures.
Quick-change systems and efficient procedures minimize planned downtime for mold changes, color changes, and material changeovers.
Tracking downtime causes and durations identifies opportunities for improvement and justifies investments in faster changeover equipment.
Quality Systems That Prevent Waste
The Cost of Quality Failures
Quality failures cost far more than the scrapped material. Implementing Six Sigma methodologies reduced Cost of Poor Quality by 45% in one injection molding operation, revealing the scale of hidden quality costs.
Beyond scrapped parts, quality failures create cascading problems:
- Production delays while issues are diagnosed and corrected
- Expedited shipping to meet customer commitments
- Damaged relationships from returned products and warranty claims
- Lost business from disappointed customers
Proactive Quality Control
In-process monitoring of cavity temperature and pressure detects process disturbances immediately. Rule-based control algorithms have demonstrated dramatic reductions in quality failure rates for complex automotive components by catching parameter deviations before they produce defects.
A layered approach catches problems at the earliest, least expensive stage:
- First-article inspection validates tooling and processes before full production
- Statistical sampling during production confirms continued conformance
- Early detection prevents costly downstream failures
EVOK's first article qualification process includes 30 inspection points per cavity for critical dimensions and 5 points for non-critical dimensions, using Cp and Cpk analysis to understand process variation before locking down production parameters.
This validation catches quality issues before full production, when fixes are far less expensive.
Secondary Operations Minimization
Design Strategies to Eliminate Secondary Work
Every secondary operation adds labor, equipment, and time to production. Design strategies that eliminate these operations deliver recurring savings across every part produced.
Design approaches that eliminate secondary work include:
- Living hinges molded into polypropylene parts eliminate pin assemblies and separate hinge components
- Snap-fits replace screws and fasteners, removing assembly steps and reducing part count
- In-mold decoration applies graphics during molding rather than through separate pad printing or labeling operations
- Part consolidation combines multiple components into a single molded part, eliminating assembly labor while simplifying inventory management
Each of these strategies reduces quality risks and delivers cost savings across every production run.
When Secondary Operations Add Value
While eliminating secondary operations reduces costs, some add genuine value worth preserving:
- Cosmetic finishing for consumer-facing products may be essential for market acceptance
- Regulatory requirements might mandate specific markings or treatments
- Functional requirements like threaded inserts or gasket installation may be unavoidable
The key is distinguishing between necessary operations and those that exist simply because "that's how we've always done it."
Challenging these assumptions often reveals opportunities for elimination through design changes. What appears unavoidable may become optional with fresh engineering perspective.
Volume Planning and Economies of Scale
How Volume Transforms Economics
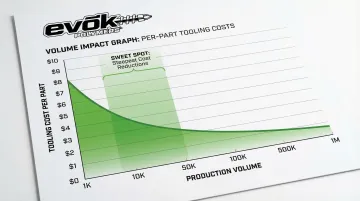
Tooling amortization creates dramatic cost reductions as volume increases. The impact on per-part costs is substantial:
- 1,000 parts: $5-$10 per part
- 100,000 parts: $0.80-$2.00 per part
- 1,000,000 parts: Under $0.50 per part
The most significant cost reductions occur between 5,000 and 50,000 parts, where tooling costs transition from dominant to minor contributors. Source: ABIS Mould cost analysis
This volume sensitivity affects every tooling decision. A $50,000 mold that seems prohibitively expensive at 5,000 units ($10/part tooling cost) becomes economical at 50,000 units ($1/part) and negligible at 500,000 units ($0.10/part).
Strategies for Volume Uncertainty
When demand is uncertain, these strategies manage risk while preserving options for high-volume production:
- Family molds — Produce multiple parts in one tool, sharing fixed costs across different components and hedging against uncertainty in any single part's volume
- Phased tooling — Start with prototype tooling for design validation and market testing, then transition to production tooling once demand is confirmed. 3D printing remains cost-effective up to approximately 13,000 units for small parts, allowing low-risk validation before tooling investment
- Flexible manufacturing agreements — Partner with molders who maintain excess capacity to accommodate volume fluctuations without capital investment in additional equipment
Evok's transparent cost itemization helps clients understand exactly how volume affects their per-part costs, enabling informed decisions about tooling strategy before committing to production tooling.
Partnership-Based Manufacturing Approach
Why Collaboration Beats Transactional Relationships
Transactional RFQ processes focus on initial quote price, missing opportunities for total cost reduction. The cheapest quote frequently comes from suppliers who haven't fully analyzed manufacturability.
This leads to quality issues, delivery delays, and change orders that exceed initial savings. Partnerships with experienced molders enable cost transparency, design optimization, and proactive problem-solving. Companies making informed mold selection decisions through expert partnerships achieve 22% higher profitability and 35% faster time-to-market.
What to Look for in a Partner
Look for partners who provide design engineering support during the design phase when changes are inexpensive. Experienced molders challenge assumptions about materials, geometry, and tooling strategies, finding solutions that reduce costs without compromising performance.
Upfront cost itemization provides transparency into what drives pricing. Understanding the cost structure enables productive conversations about tradeoffs rather than simply accepting or rejecting quotes.
Process expertise translates to faster troubleshooting, better quality control, and more efficient production. Partners who understand injection molding science can improve parameters, predict potential issues, and implement solutions that less experienced molders might miss.
For example, EVOK provides cost transparency through their Polyestimator tool, which delivers instant financial and timeline analysis. Customers control design variables while receiving guidance on where to reduce costs.
With 25 years of experience, EVOK itemizes cost structures so customers can make informed decisions about total program cost rather than just initial quote price.
Timing and Market Entry Strategy
The Cost of Rushing
Rushing to production with unvalidated designs leads to expensive tooling changes. Each engineering change after the mold is cut costs an average of $5,000, with complex changes requiring significantly more.
Beyond direct costs, tooling changes delay production and potentially miss market windows.
The alternative approach carries its own risks:
- Excessive prototyping delays market entry and revenue generation
- Over-iteration increases upfront costs without guaranteed returns
- Analysis paralysis can cost more than reasonable tooling adjustments
Finding the right balance requires systematic validation of critical assumptions before committing to production tooling.
Rapid Prototyping for Validation
Prototyping bridges the gap between concept and production, reducing expensive post-tooling changes. 3D printing provides cost-effective design validation up to 13,000 units, allowing functional testing and market validation before tooling investment.
SLA and FDM technologies offer different tradeoffs between accuracy, material properties, and cost.
EVOK's rapid prototyping services range from $100-$500 per prototype depending on size and technology.
EVOK's approach emphasizes selecting prototyping methods that accurately simulate production material behavior, such as using softer SLA resins to better predict how production olefin materials will perform in snap-fit applications.
Phased Market Entry
Limited release production validates market acceptance before committing to high-volume tooling. This strategy works particularly well for consumer products where demand uncertainty is high. Starting with aluminum tooling or single-cavity molds allows market testing at reasonable cost, with transition to multi-cavity steel tooling once demand is confirmed.
Geographic and Supply Chain Optimization
Total Landed Cost Analysis
Offshore tooling can be 30-60% cheaper upfront, but total landed cost includes factors beyond initial price. Lead times of 8-14 weeks for offshore tooling versus 3-6 weeks domestic affect time-to-market and inventory requirements.
Tariffs of 25% on imported steel and aluminum significantly impact offshore mold costs.
Additional hidden costs include:
- Shipping expenses and customs delays
- Communication challenges across time zones
- Quality control complications
- Extended payment terms and currency fluctuations
Intellectual property protection varies significantly by region. Manufacturing in regions with weak IP enforcement creates risks of design theft and counterfeit production that can damage brand value.
These offshore considerations make domestic and nearshore options increasingly attractive.
Nearshoring Benefits
Domestic or nearshore manufacturing offers compelling advantages:
- Reduced lead times (3-6 weeks vs. 8-14 weeks offshore)
- Simplified communication in the same time zone
- Faster response to design changes or production issues
- Lower inventory carrying costs
- Reduced supply chain risk and better demand flexibility
While per-part costs may be higher due to labor rates, total cost often favors nearshoring when all factors are considered.
The COVID-19 pandemic exposed the fragility of extended global supply chains. Many companies experienced months-long disruptions from offshore suppliers, making supply chain resilience a top priority for risk management.
Conclusion
Reducing injection molding costs without sacrificing quality requires systematic optimization across design decisions, process management, and strategic partnerships. The most impactful savings come from early-stage design optimization—DFM analysis, material selection, and intelligent tooling investment deliver 20-40% cost reductions while improving manufacturability.
Beyond design, operational efficiency drives long-term value. Process optimization through cooling system design, parameter tuning, and quality systems prevents waste and maximizes throughput. These operational improvements compound across thousands or millions of parts, delivering substantial savings over product lifecycles.
The most expensive mistake is optimizing for initial quote price rather than total program cost. Cheap tooling fails prematurely, poor designs require expensive mid-production changes, and transactional suppliers lack engineering support.
These shortcuts often cost far more over the product lifecycle than higher initial investments with experienced partners. Working with a partner that brings 25+ years of injection molding expertise—from DFM analysis through production optimization—ensures your cost reductions don't compromise long-term quality or manufacturability.
Frequently Asked Questions
How can I reduce injection molding costs?
Focus on design optimization through DFM principles and material selection, process efficiency through cycle time optimization and automation, and partnerships with experienced molders offering engineering support. The highest ROI comes from design decisions made before tooling investment.
How do you estimate injection molding costs?
Costs break down into tooling ($2,000 to $100,000+ depending on complexity), setup and validation (first article inspection and process optimization), and per-part manufacturing (material, cycle time, labor, overhead). Accurate estimates require detailed part analysis and production volume projections.
What is the cheapest material for injection molding?
Commodity resins like polypropylene, polyethylene, and general-purpose polystyrene offer the lowest costs. However, material choice should match performance requirements—over-engineering wastes money, while under-engineering causes field failures that cost far more than material savings.
What is a cheaper alternative to injection molding?
For volumes under 500-1,000 parts, 3D printing, urethane casting, or CNC machining may cost less due to eliminated tooling. 3D printing remains cost-effective up to 13,000 units for small parts. Injection molding becomes most economical at higher volumes where tooling costs amortize.
When should I invest in higher-quality tooling vs. lower-cost options?
Invest in steel tooling for volumes exceeding 10,000-15,000 parts, complex geometries with tight tolerances, or long product lifecycles. Consider aluminum tooling for design validation, limited production under 10,000 units, or anticipated design changes. The breakeven depends on production volume and tool life.
How can a manufacturing partner help reduce costs beyond just offering a lower price?
Experienced partners provide design engineering support that identifies cost-saving opportunities before tooling investment, optimize processes to reduce cycle time and scrap, and prevent expensive mistakes through DFM analysis and transparent communication—delivering far more value than a lower quote alone.