Introduction
Picture this: You're an OEM engineer three weeks from tooling kickoff, and your team is deadlocked on material selection. Marketing wants ABS for its glossy finish. Purchasing is pushing polypropylene to hit cost targets. Engineering insists nylon is the only option that won't fail under load. Meanwhile, your tooling partner is waiting for a decision—and every day of delay pushes your launch date further out.
Choosing the wrong thermoplastic doesn't just mean aesthetic compromises or marginal cost differences. It can trigger expensive mold modifications, catastrophic field failures, or scrap rates that kill your margins.
The stakes are real: according to industry data, semi-crystalline polymers like nylon can lose up to 75% of their modulus if mold temperatures aren't controlled properly. Parts can look perfect coming off the press and still fail under real-world conditions.
This guide gives you what you need to make the call. You'll get head-to-head property comparisons, process realities for each material, application-specific guidance, and cost analysis to match material to part—before tooling begins.
Key Takeaways
- ABS: Rigid, cosmetic parts requiring excellent surface finish and dimensional stability at moderate temperatures
- Polypropylene: Lightweight, chemically resistant, flexible applications including living hinges where cost efficiency matters
- Nylon: Best for structural and load-bearing parts where strength, heat resistance, and wear performance are the priority
- Shrinkage rates differ widely: ABS at 0.4–0.8%, PP at 1.0–2.5%, nylon at 0.6–1.5%, each requiring different tooling allowances
- Total per-part cost depends on cycle time, drying requirements, and scrap rate, not just resin price
Quick Material Profiles: ABS, Polypropylene, and Nylon
ABS (Acrylonitrile Butadiene Styrene)
ABS is an amorphous terpolymer that derives its versatile property profile from three monomers working in synergy. Acrylonitrile provides chemical and thermal resistance, while butadiene delivers rubber-like ductility and impact absorption. Styrene contributes stiffness, processability, and a high-quality surface finish.
Because ABS is amorphous, it softens gradually as it heats rather than exhibiting a sharp melting point. This makes it predictable to process and dimensionally stable. The material accepts paint, electroplating, and texturing without complex surface preparation.
Common applications include:
- Consumer electronics housings
- Automotive interior trim
- Appliance panels
- Any part where cosmetic appearance and tight tolerances matter
Polypropylene (PP)
PP is a semi-crystalline thermoplastic known as the lightest engineering plastic available, with a density of just 0.88–0.91 g/cm³. Its unique molecular structure provides exceptional fatigue resistance, making it the top choice for "living hinge" applications—thin flex points that can bend millions of times without failure.
Polypropylene offers outstanding chemical resistance to acids, bases, and most solvents, plus FDA approval for food contact applications. It's widely used in packaging, automotive fluid reservoirs, closures, and consumer goods where cost efficiency and chemical resilience outweigh cosmetic requirements.
Nylon (Polyamide / PA)
Nylon—commonly PA6 or PA66 in injection molding—is a semi-crystalline engineering thermoplastic with high tensile strength, excellent thermal stability, and superior wear and abrasion resistance. It's the strongest of the three materials covered here.
The defining characteristic of nylon is its hygroscopic nature — it readily absorbs moisture from the atmosphere, equilibrating at approximately 2.5–3.1% water content by weight under standard conditions. This moisture acts as a plasticizer, fundamentally altering mechanical properties. Nylon must be pre-dried to below 0.2% moisture before processing to prevent hydrolytic degradation, splay marks, and brittle parts.
Typical applications include:
- Gears and bushings
- Structural brackets
- Conveyor components
- Under-hood automotive parts
Each of these three materials has distinct strengths — the sections below break down how they compare head-to-head across the properties that matter most in injection molding.
Head-to-Head: Mechanical and Physical Property Comparison
Strength and Stiffness
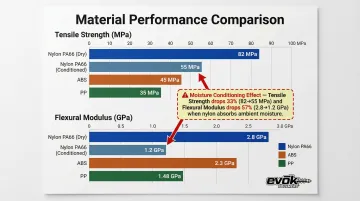
Nylon leads decisively in tensile strength. PA66 (Zytel 101L) delivers 82 MPa in the dry-as-molded state, while PA6 reaches 90 MPa. ABS (Terluran GP-22) yields at 45 MPa, and PP homopolymer (Moplen HP500N) at just 35 MPa.
Flexural modulus follows the same pattern. Nylon's 2.8–3.0 GPa stiffness outperforms ABS at 2.3 GPa and PP at 1.48 GPa. However, there's a critical catch: moisture conditioning drops PA66's tensile strength from 82 MPa to 55 MPa and its flexural modulus from 2.8 GPa to 1.2 GPa. Engineers must design load-bearing nylon components using conditioned properties to prevent field failures.
Impact Resistance
Impact resistance varies considerably across all three materials:
- ABS: 22 kJ/m² (Charpy notched) — the butadiene rubber phase absorbs energy effectively, making it the top choice for parts subject to drops or rough handling
- Nylon (dry): 4–5.5 kJ/m², but moisture conditioning nearly triples PA66's notched Charpy value to 15 kJ/m²
- PP: 4 kJ/m² notched impact, with its real strength in fatigue resistance and repeated flex cycles rather than single-impact events
Thermal Performance
Heat deflection temperature (HDT) varies significantly:
- Nylon PA66: 70°C (unfilled, conditioned)
- ABS: 94°C (annealed)
- PP Homopolymer: ~63°C (average)
Nylon withstands the highest continuous service temperatures, especially in glass-filled grades. Adding 30% glass fiber to PA66 boosts HDT from 70°C to over 253°C: a 261% increase that makes glass-filled nylon a viable metal replacement for under-hood automotive applications.
ABS performs well at moderate temperatures but softens above 90°C. Standard PP is least suitable for sustained heat exposure, limiting its use in high-temperature environments.
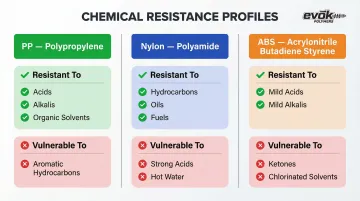
Chemical Resistance
Each material has a distinct chemical resistance profile:
| Material | Strengths | Vulnerabilities |
|---|---|---|
| PP | Aqueous acids, alkalis, most solvents | Swells in aromatic hydrocarbons |
| Nylon | Hydrocarbons, oils, fuels, greases | Strong acids, hot water/steam (hydrolysis) |
| ABS | Moderate resistance to acids and alkalis | Ketones, esters, chlorinated solvents |
PP is the clear winner for broad chemical exposure. Nylon excels in automotive fluid environments. ABS is the most limited — avoid it anywhere aggressive solvents or sterilization agents are present.
Surface Finish and Aesthetics
ABS produces the best cosmetic surfaces of the three materials. Its low shrinkage and amorphous structure deliver high gloss, minimal sink marks, and easy paint or electroplating adhesion. LEGO® bricks are molded from ABS to achieve precise 1/200 mm tolerances and superior color fastness.
Bonding adhesives or paint to PP and nylon requires surface preparation. PP's low surface energy demands corona discharge, plasma, or flame treatment followed by chemical primers before any coating will adhere. Nylon's moisture sensitivity adds another complication — parts must be carefully dried and conditioned before secondary finishing operations.
Injection Molding Process Considerations by Material
Melt Temperature and Processing Windows
Processing temperatures vary significantly:
- ABS: 220–260°C melt temperature
- PP Homopolymer: 200–250°C melt temperature
- Nylon PA6: 240–270°C melt temperature
- Nylon PA66: 280–300°C melt temperature
Nylon's higher processing temperatures require more energy and careful mold temperature control. PP processes at the lowest temperatures, reducing energy consumption and enabling faster cycles in many applications.
Mold Shrinkage: The Tooling Design Driver
Shrinkage differences dictate tooling costs and dimensional predictability:
- ABS: 0.4–0.8% (isotropic/uniform)
- PP Homopolymer: 1.0–2.5% (anisotropic/directional)
- Nylon PA6: 0.6–1.5% (anisotropic)
- Nylon PA66: 0.8–1.5% (anisotropic)
Because ABS is amorphous, it shrinks uniformly at a low, predictable rate — tooling designed for ABS cannot be directly reused for PP or nylon without dimensional corrections.
Semi-crystalline polymers like PP and nylon shrink differently in the flow direction versus the transverse direction, frequently causing warpage if gate placement and wall thickness aren't carefully controlled.
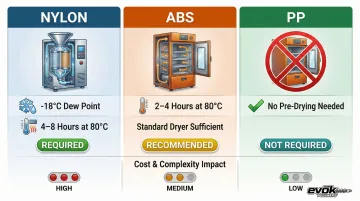
Moisture Sensitivity and Pre-Drying
Nylon is highly hygroscopic and must be processed dry. If moisture content exceeds 0.2% prior to molding, water reacts with the polymer melt, causing hydrolytic degradation that destroys molecular weight. The result: brittle parts, splay marks, surface bubbles, and flashing.
Pre-drying requirements differ sharply across these three materials:
- Nylon: Desiccant hopper dryer required at -18°C dew point or lower, 4–8 hours at 80°C — adds setup time, energy costs, and equipment overhead
- ABS: Drying recommended (2–4 hours at 80°C) to prevent splay and surface defects, though less critical than nylon
- PP: Minimal to no pre-drying required, eliminating this cost and complexity entirely
Cycle Time Implications
Cycle time directly affects per-part cost at volume. PP's lower melt temperature and rapid crystallization kinetics allow faster cycles. Nylon may require longer cooling times to achieve proper crystallinity, especially when maintaining hot mold temperatures (70–120°C) to ensure robust part properties.
Running cold molds to speed up cycle times is a common processing error with semi-crystalline materials. For nylon, mold temperature dictates cooling rate and degree of crystallization. Parts molded in cold tools may appear acceptable but suffer up to 75% modulus reduction at elevated service temperatures — destroying creep and fatigue resistance.
ABS offers predictable, moderate cycle times with good dimensional control across a wide processing window. That processing predictability carries directly into design: each material's shrinkage behavior shapes what's possible at the part geometry level.
Design for Moldability
ABS tolerates thinner wall sections and tighter tolerances more easily due to its low, isotropic shrinkage and amorphous structure.
PP requires careful design around living hinges and uniform wall thickness to avoid warpage. Its high shrinkage (up to 2.5%) and anisotropic behavior demand strategic gate placement.
Nylon's higher shrinkage requires robust ribbing and gating strategies to control volumetric contraction during crystallization. At EVOK, our team evaluates these design-for-manufacturing factors — including mold flow analysis and gate strategy — during material selection to reduce risk before tooling begins, minimizing costly mold modifications or part failures.
Choosing the Right Material for Your Application
Use the scenarios below to match your part requirements to the right material. Each covers the primary use case with examples drawn from common injection molding applications.
Cosmetic and Consumer-Facing Parts
Default to ABS for electronics housings, appliance panels, toys, automotive interior trim, and any part where surface quality and dimensional precision matter.
Examples:
- Consumer electronics enclosures requiring high gloss and tight assembly tolerances
- Automotive dashboard components needing paint or texture finishing
- Appliance control panels with integrated snap-fits and cosmetic surfaces
Chemical Exposure, Flexible Snap-Fits, and Living Hinges
Choose PP for parts requiring chemical resistance, flexibility, food contact approval, or living hinges.
Examples:
- Food containers and packaging closures (FDA-compliant, chemically inert)
- Automotive fluid reservoirs (coolant, washer fluid, battery cases)
- Flip-top caps and closures with molded living hinges
Structural, Load-Bearing, and High-Wear Components
Specify nylon for gears, brackets, bushings, conveyor parts, and under-hood automotive components where strength, thermal stability, and wear resistance are priorities.
Examples:
- Industrial gears and bushings in high-cycle applications
- Automotive engine covers and radiator tanks
- Structural brackets in demanding mechanical environments
Glass-filled grades push these numbers further still — adding 30% glass fiber to PA66 increases tensile strength by 137%, flexural modulus by 257%, and HDT by 261%.
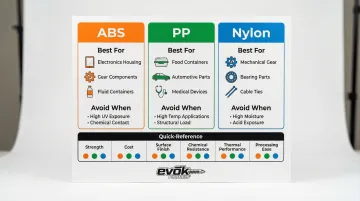
Quick-Reference Comparison Matrix
| Property | ABS | PP | Nylon |
|---|---|---|---|
| Strength | Medium | Low | High |
| Cost | Medium | Low | High |
| Surface Finish | Excellent | Fair | Fair |
| Chemical Resistance | Fair | Excellent | Good (oils/fuels) |
| Thermal Performance | Medium | Low | High |
| Ease of Processing | Good | Excellent | Fair (requires drying) |
Cost Considerations for Injection Molded Parts
Raw Resin Pricing
Polypropylene is generally the most affordable resin, ABS occupies the mid-range, and nylon (especially PA66) commands premium pricing. Glass-filled grades add further cost. Market commentary entering 2026 indicates flat to slightly down pricing due to global supply/demand imbalances and lower feedstock costs.
Resin price alone, though, rarely tells the full story. Processing costs, cycle efficiency, and scrap rates all shift the final per-part number — sometimes dramatically.
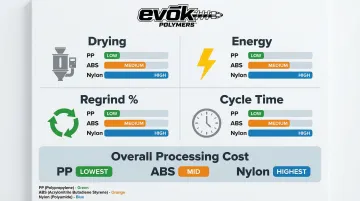
Total Cost of Ownership
Beyond resin price, four processing factors drive total cost per part:
- Drying: PP requires no drying. ABS needs desiccant drying, adding equipment and energy costs. Nylon demands the most aggressive drying of the three to prevent hydrolysis.
- Energy: Nylon's melt temperatures (up to 300°C) and hot mold requirements (up to 120°C) consume significantly more heating energy than PP or ABS.
- Regrind: PP tolerates 25–50% regrind without meaningful property loss — a real advantage at volume. ABS is limited to 10–25% before degradation becomes a concern. Nylon regrind absorbs moisture rapidly and requires careful, immediate handling.
- Cycle time: PP's fast crystallization and lower processing temperatures typically yield shorter cycles and better throughput. Nylon often requires longer cycles to develop proper crystallinity, especially with hot molds.
The Value of an Experienced Partner
For high-volume programs, material processability directly impacts profitability — and the decisions made before tooling is cut matter most. At EVOK, material selection, shrinkage compensation, gate placement, and cooling strategy are all evaluated during the design phase, before tooling is committed. Catching a mold flow issue or regrind incompatibility at the design stage costs a fraction of what it costs post-tool. That upfront rigor is how we reduce scrap rates, compress tooling iterations, and protect per-part cost at volume.
Frequently Asked Questions
Which is better, ABS or polypropylene?
Neither is universally better. ABS wins for cosmetic rigidity and surface finish in consumer-facing applications. PP wins for chemical resistance, flexibility, living hinges, and lower cost in packaging or fluid-contact parts.
Which is better, ABS or nylon?
ABS is better for cosmetic and dimensional precision applications at moderate loads and temperatures. Nylon outperforms ABS in tensile strength, wear resistance, and thermal performance for structural or mechanical parts subjected to high stress or heat.
Which is better, polypropylene or nylon?
PP is better for lightweight, chemically resistant, and flexible applications at lower cost. For load-bearing or high-temperature mechanical applications, nylon is the stronger, stiffer choice—where performance justifies the higher material and processing costs.
Which plastic is easiest to injection mold?
PP and ABS are the most forgiving to process. ABS offers the most dimensional predictability due to its low, isotropic shrinkage. Nylon requires the most process discipline due to its hygroscopic nature and higher shrinkage rates.
Can I switch between ABS, polypropylene, and nylon without changing my mold?
Different shrinkage rates mean parts molded in PP or nylon from an ABS-designed tool will likely have dimensional issues. Tooling adjustments or a full redesign are typically needed to accommodate the new material.
Which of the three materials offers the best cost-per-part in high-volume injection molding?
PP typically offers the lowest raw material cost and fastest cycle times, making it cost-competitive at volume. That said, total per-part cost depends on design complexity, scrap rates, secondary operations, and performance requirements—not resin price alone.