Introduction
Choosing between polypropylene (PP) and polyethylene (PE) affects more than material cost — it shapes tooling design, cycle time, and whether your part survives in the field. Both are semi-crystalline polyolefins, both are cost-effective, and both are chemically inert. The choice between them isn't always obvious.
Pick the wrong one, and you're looking at redesigned geometry, retooled molds, or a field failure after production has already scaled.
The two materials diverge sharply under real operating conditions. PP delivers superior heat resistance, chemical durability, and fatigue strength — the right call for living hinges and sterilizable medical components. PE, particularly HDPE, handles sub-zero impact and sustained flexibility better than PP can.
That divergence reaches beyond performance. The material you select influences shrinkage management, mold design, and total part cost across a production run.
Key Takeaways
- PP and PE are both semi-crystalline thermoplastics derived from different monomers, resulting in distinct performance profiles
- PP delivers higher tensile strength, better heat tolerance (melting point 320°F–338°F), and superior chemical resistance
- PP is also the only commodity plastic suitable for living hinges — a unique structural advantage
- HDPE excels in impact resistance (especially below freezing), low-temperature flexibility, and clarity in certain grades
- The right choice depends on operating temperature, chemical exposure, mechanical stress type, and transparency needs
- Validate your material selection with an injection molding partner before cutting steel
PP vs PE: Quick Comparison
Cost
PP: Spot market pricing runs $0.585–$0.680 per pound, higher than HDPE. In high-volume production, though, PP's superior flow characteristics and lower shrinkage variability reduce cycle time and improve part-to-part consistency — often offsetting that raw material premium.
PE (HDPE): At $0.410–$0.460 per pound, HDPE costs less upfront. That said, its higher shrinkage (1.5%–4.0% vs. PP's 1.0%–3.0%) demands tighter process control and more complex mold design, which can increase tooling investment.
Chemical Composition
PP: Formed by polymerizing propylene monomers. Available in three main variants:
- Homopolymer PP — highest stiffness and tensile strength
- Random copolymer PP — improved clarity and flexibility
- Block copolymer PP — enhanced impact resistance at lower temperatures
PE: Formed by polymerizing ethylene monomers. Classified by density:
- HDPE (high density) — linear molecular chain, maximum rigidity
- LDPE (low density) — branched chain, high flexibility
- LLDPE (linear low density) — balanced properties, good puncture resistance
Mechanical Strength & Durability
PP: Higher tensile strength (typically 34 MPa for homopolymer) and exceptional fatigue resistance under repeated flexing. PP is the only commodity thermoplastic capable of forming a true living hinge that survives over 1,000,000 flex cycles.
PE: Lower tensile strength (26.9 MPa for HDPE) but dramatically superior impact resistance, particularly in freezing conditions. HDPE maintains toughness at brittleness temperatures below -76°C (-105°F), while standard PP becomes brittle below freezing.
Heat Resistance
PP: Melting point ranges from 160°C to 180°C (320°F to 338°F) depending on grade. It withstands steam sterilization at 121°C (250°F) and fast autoclaving at 134°C (273°F) — the right choice for reusable medical devices and hot-fill packaging.
PE: Significantly lower melting point—130°C to 135°C (266°F to 275°F) for HDPE and even lower for LDPE (102°C to 114°C). Not suitable for high-temperature exposure but excels in cold environments where PP would fail.
Flexibility & Transparency
Key optical and flexibility differences:
- PP (any grade) — Semi-rigid to flexible; achieves translucency but not full optical clarity, even in the clearest random copolymer grades
- PP (random copolymer) — Best clarity within the PP family, though still hazy against PE benchmarks
- LDPE — More inherently flexible than any PP grade; suited to soft, conformable parts
- HDPE (thin-wall) — Reaches near-full transparency in specific formulations, with haze values as low as 6.0%, preferred for consumer-facing parts where contents must be visible
What is Polypropylene?
Polypropylene is a semi-crystalline thermoplastic polyolefin first commercialized in the 1950s. Its molecular structure—a methyl group (CH₃) attached to every other carbon in the polymer backbone—delivers an unusual mix of rigidity and flexibility.
That combination makes PP a natural fit for injection molded parts requiring structural integrity alongside repeated flexing capability.
Key Physical and Mechanical Properties
PP's performance characteristics make it a workhorse material for demanding injection molded applications:
- High tensile strength — Homopolymer PP achieves tensile strength at yield of approximately 34 MPa (4,900 psi), providing excellent resistance to stretching and deformation under load
- Exceptional fatigue resistance — PP's molecular orientation under stress allows it to flex repeatedly without cracking, a property no other commodity thermoplastic can replicate
- Superior chemical resistance — Highly resistant to dilute acids, alkalis, and most organic solvents at room temperature; maintains integrity when exposed to harsh cleaning agents and industrial chemicals
- Elevated heat tolerance — Melting point of 160°C to 180°C supports steam sterilization and hot-fill applications that would deform PE parts
PP Subtypes and Their Applications
The three primary PP grades offer distinct performance trade-offs:
| PP Grade | Tensile Strength | Flexural Modulus | Impact Resistance | Best For |
|---|---|---|---|---|
| Homopolymer | 34 MPa | 1,450 MPa | 32 J/m | Structural parts, living hinges, chemical containers |
| Random Copolymer | 29 MPa | 1,050 MPa | 40 J/m | Food-grade applications, improved clarity parts |
| Block Copolymer | 22 MPa | 1,000 MPa | No Break | Automotive components, cold-temperature applications |
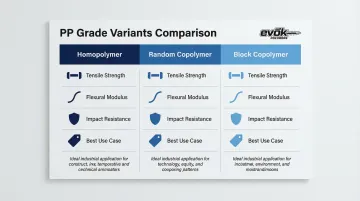
Random copolymer's improved clarity comes from ethylene distributed throughout the chain, which disrupts crystallinity. Block copolymer (also called impact copolymer) achieves its cold-temperature toughness through rubber-like ethylene-propylene segments—a meaningful trade-off if your part faces drop or impact loads below freezing.
Use Cases of Polypropylene in Injection Molding
PP excels in applications where heat resistance, chemical durability, or repeated flexing are primary design requirements:
- Living hinges — Snap caps, flip-top closures, and cable management clips rely on PP's ability to flex millions of times without cracking. No other commodity thermoplastic matches this fatigue performance.
- Chemical storage and delivery — Resistance to acids, bases, and solvents makes PP standard for lab containers, fluid reservoirs, and semiconductor chemical delivery systems.
- Sterilizable medical devices — Instrument trays, syringes, and reusable surgical tools withstand repeated 121°C to 134°C autoclave cycles without warping.
- Heat-exposed automotive components — Under-hood trim, battery cases, and interior parts that must survive elevated cabin temperatures benefit from PP's thermal stability.
These properties align closely with the demands EVOK encounters across semiconductor fluid handling, medical device manufacturing, and consumer product enclosures—applications where material selection directly affects part performance and production cost.
What is Polyethylene?
Polyethylene is a semi-crystalline thermoplastic formed through the polymerization of ethylene monomers. What distinguishes PE from PP is its remarkable versatility—by varying the polymerization process and molecular chain structure, manufacturers can produce materials ranging from highly flexible films to rigid structural components. This density variability creates a family of materials with a wider performance range than PP offers.
PE Density Grades and Mechanical Characteristics
The three primary PE grades are defined by their molecular structure and resulting density:
- HDPE (0.941–0.965 g/cm³): Linear chains with minimal branching deliver maximum crystallinity, excellent tensile strength, rigidity, and moisture barrier properties.
- LDPE (0.910–0.925 g/cm³): Highly branched chains produce a flexible, pliable material with high elongation and strong impact resistance — suited for applications where squeeze-ability matters more than rigidity.
- LLDPE: Shorter side branches on a linear backbone balance flexibility with puncture resistance, offering better tensile strength and tear resistance than LDPE.
Distinguishing PE Properties
Several characteristics set PE apart from PP:
- Cold-temperature toughness: HDPE maintains impact resistance down to -76°C, making it the clear choice for outdoor, marine, and powersports components where PP would shatter in freezing conditions.
- Low-temperature flexibility: PE stays pliable in cold environments where PP becomes rigid and brittle, which matters for cold-storage containers and winter sports equipment.
- Optical clarity: Certain HDPE grades reach near-full transparency with haze values as low as 6.0%, allowing visual inspection of contents — a property PP cannot match.
- UV weatherability: PE has a modest natural advantage over PP in outdoor exposure, though both materials need UV stabilizer additive packages for exterior applications.
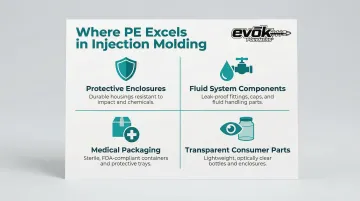
Use Cases of Polyethylene in Injection Molding
PE grades serve applications where impact resistance, cold-weather performance, or transparency are paramount:
- Protective enclosures and industrial containers: HDPE's stiffness-to-impact balance handles rough handling better than most commodity plastics, making it a reliable choice for equipment housings.
- Fluid system components: Caps, closures, fittings, and valves benefit from HDPE's chemical resistance and moisture barrier properties, comparable to PP for most fluid applications.
- Medical packaging and protective covers: Single-use medical packaging and blow-fill-seal containers rely on PE's biocompatibility and compatibility with gamma and e-beam sterilization.
- Transparent consumer parts: Where product visibility matters — display containers, appliance components, consumer packaging — certain HDPE grades provide near-full clarity that PP cannot.
In powersports and marine applications — dock systems, ATV guards, and boat components — HDPE is the frequent material of choice precisely because its toughness and moisture resistance hold up where PP would not.
PP vs PE: Which Is Right for Your Part?
Selecting between PP and PE requires evaluating five critical decision factors against your part's operating environment and performance requirements.
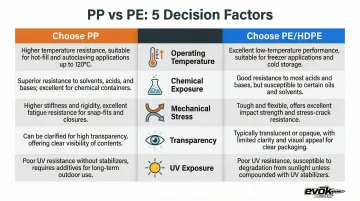
Five Key Decision Factors
1. Operating Temperature Range
- Choose PP when your part will be exposed to temperatures above 200°F (93°C), requires steam sterilization, or must maintain dimensional stability in hot-fill applications
- Choose PE when your part must remain flexible and impact-resistant in freezing conditions or will never see temperatures exceeding 180°F (82°C)
2. Chemical Exposure
- Choose PP for superior resistance to acids, solvents, and aggressive cleaning agents, particularly at elevated temperatures. PP maintains integrity when exposed to acetone, isopropyl alcohol, and most industrial chemicals
- Choose PE when chemical exposure is limited to mild detergents, water, or non-aggressive fluids. HDPE offers excellent resistance to acids and bases but shows reduced performance with certain organic solvents compared to PP
3. Mechanical Stress Type
- Choose PP when your part must withstand repeated flexing or cyclic loading. Living hinges, snap-fit assemblies, and components requiring fatigue resistance demand PP's unique molecular orientation capability
- Choose PE (HDPE) when your part must absorb sudden impacts, particularly in cold environments. Drop-test performance, outdoor durability, and cold-weather toughness favor HDPE
4. Transparency Requirements
- Choose PP (random copolymer grade) when translucency is acceptable and other PP advantages (heat resistance, chemical resistance) are required
- Choose PE (specific HDPE grades) when optical clarity is essential for product visibility or visual inspection of contents
5. UV Exposure
Both materials require UV stabilizer additives for outdoor applications. PE has a slight natural advantage in weatherability, but properly stabilized PP performs comparably. Don't specify either material for outdoor use without appropriate UV protection additives — HALS or carbon black.
Situational Recommendations
Specify PP when your part requires:
- Heat resistance above 200°F or steam sterilization capability
- Chemical resistance to solvents, acids, or harsh cleaning agents
- A living hinge feature or repeated flex cycles
- Structural rigidity with lightweight construction
- Fatigue resistance under cyclic loading
Specify PE (HDPE) when your part requires:
- Superior impact resistance, particularly in freezing conditions
- Operation in cold environments (below 32°F/0°C)
- Flexibility under stress without brittleness
- Full transparency or near-optical clarity
- Moisture barrier properties in high-humidity environments
Note on grade selection: PP block copolymer may outperform HDPE in certain cold-weather applications, while HDPE may exceed PP homopolymer in room-temperature impact scenarios. Grade selection within each material family adds another layer of optimization worth evaluating before finalizing your resin specification.
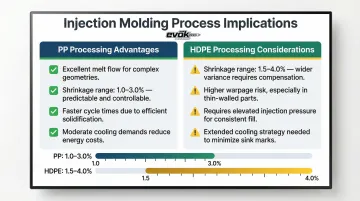
Injection Molding Process Implications
Material selection directly affects tooling design, cycle time, and part consistency:
PP processing advantages:
- Generally flows more easily in thin-wall sections, reducing injection pressure requirements
- Lower and more predictable shrinkage (1.0%–3.0%) simplifies mold design
- Faster mold fill times can reduce overall cycle time
- Less demanding on cooling circuit design
PE (HDPE) processing considerations:
- Higher shrinkage (1.5%–4.0%) requires careful dimensional compensation in mold design
- Greater shrinkage variability between flow and transverse directions increases warpage risk
- May require higher injection pressures for equivalent wall thicknesses
- Demands more sophisticated cooling strategies to manage crystallization
You cannot swap PP and HDPE in the same injection mold without expecting severe dimensional variations and warpage. Commit to a specific resin family before cutting steel — any material change after tooling completion will likely require mold modifications, adding cost and delaying production.
The Additive Advantage
Beyond base resin selection, both PP and PE accept performance-enhancing additives that can shift the decision in either direction:
- Glass fiber reinforcement — Increases stiffness dramatically (up to 11,700 MPa tensile modulus with 50% long glass fiber PP) but destroys living hinge capability
- UV stabilizers — HALS (Hindered Amine Light Stabilizers) or carbon black extend outdoor lifespan from months to years
- Impact modifiers — Elastomeric additives improve PP's cold-temperature toughness, bridging the gap with HDPE
- Flame retardants — Halogenated or mineral additives achieve UL 94 V-0 and 5VA ratings for electrical enclosures
The base resin is just the starting point. Grade selection and additive compounding together determine whether your part actually performs in the field.
Industry Application Examples
Powersports component material switch: An ATV manufacturer initially specified PP homopolymer for a protective skid plate, prioritizing rigidity and chemical resistance. However, winter field testing revealed brittle fractures at temperatures below 20°F (-7°C). Switching to impact-modified HDPE eliminated failures while maintaining structural integrity, demonstrating how operating temperature drives material selection even when other properties favor PP.
Medical device sterilization requirement: A surgical instrument manufacturer needed a reusable tray system for operating room use. Initial PE prototypes offered excellent impact resistance and clarity, but warped after just three autoclave cycles at 121°C. Switching to PP homopolymer enabled the trays to survive over 100 sterilization cycles without dimensional change, validating PP's unique advantage in high-heat medical applications.
EVOK's engineers and industrial designers have guided OEMs through exactly these decisions for over 25 years, from initial design review through tooling and production. Getting the material right before cutting steel is where the real cost savings happen — not after.
Conclusion
Polypropylene and polyethylene are both excellent materials for injection molded parts, but they serve distinct engineering needs. PP is the stronger choice for high-temperature applications, chemically demanding environments, and any part requiring a living hinge or repeated flex cycles. PE—particularly HDPE—leads where impact resistance matters most, especially in cold temperatures, and where flexibility or optical clarity are design priorities.
The right decision comes down to your part's specific operating conditions, mechanical requirements, and production goals. A few quick benchmarks:
- Above 200°F? PP handles the heat
- Sub-zero impact resistance required? HDPE is the better fit
- Living hinge needed? PP is your only option
- Optical clarity a must? PE wins
Choosing the wrong material doesn't just affect part performance—it drives costly tooling modifications, increases reject rates, extends cycle times, and delays launch. That's why material selection deserves serious attention during design review, not after tooling is cut. EVOK's material selection and DFM expertise helps OEMs lock in the right call before committing to production tooling, so your part performs as designed from the first shot.
Frequently Asked Questions
Is polypropylene stronger than polyethylene?
PP has higher tensile strength (34 MPa vs 27 MPa for HDPE), making it more resistant to stretching and deformation under load. However, HDPE delivers superior impact resistance and toughness under sudden forces, particularly at low temperatures. "Stronger" depends on whether your part faces tensile stress or impact loading.
Which is cheaper, polypropylene or polyethylene?
Both are low-cost commodity thermoplastics with similar economics. HDPE raw material costs slightly less ($0.41–$0.46/lb vs $0.58–$0.68/lb for PP), but PP's better moldability—easier flow, lower shrinkage, faster cycles—can reduce total part cost in high-volume production despite the higher resin price.
Which material is better for injection molding living hinges?
PP is the only viable choice for living hinges. Its unique molecular structure allows it to flex over 1,000,000 cycles without failure when properly designed and molded. PE cannot reliably replicate this performance and will fail prematurely under repeated flexing, making PP the industry standard for snap caps, flip-top closures, and any integrated hinge design.
Is PP or PE better for parts exposed to UV or outdoor environments?
Neither PP nor standard PE has strong inherent UV resistance—both degrade rapidly under UV exposure without stabilizers. PE has a slight natural advantage, but both require UV stabilizer additives (HALS or carbon black) for outdoor applications. Properly stabilized versions of either material can achieve multi-year outdoor lifespans.
Can both PP and PE be used in food-safe or medical applications?
Yes, both are FDA-compliant under 21 CFR 177.1520 in appropriate grades. PP is preferred for sterilizable medical applications (autoclave-compatible) due to its higher heat tolerance, while PE is the standard choice for single-use medical packaging and pharmaceutical containers.
How does material choice between PP and PE affect the injection molding process?
PP flows more easily in the mold and exhibits more predictable shrinkage (1.0%–3.0%), simplifying tool design and reducing cycle time. HDPE requires careful shrinkage management (1.5%–4.0%) and may need higher injection pressures and adjusted processing temperatures. Choosing the wrong material at this stage affects tooling geometry, part-to-part consistency, and dimensional accuracy—changes that are costly to correct after steel is cut.