Introduction
Every OEM engineer eventually faces this dilemma: A 16-cavity mold promises to cut per-part costs by 40%, but the tooling investment jumps from $12,000 to $42,000. The ROI spreadsheet looks compelling—until hidden costs emerge six months into production. A blocked cavity here, extended startup time there, and suddenly the tool is running at 12 cavities instead of 16, erasing projected savings.
The stakes are real. Choose too few cavities and you'll overpay for machine time on every production run. Choose too many and you've locked capital into an inflexible, maintenance-intensive tool that may never reach break-even volume.
That risk isn't hypothetical. According to industry analysis, roughly 80% of high-cavitation molds fail to run at full capacity due to flow imbalances and cavity-specific defects — a figure that rarely shows up in initial cost models.
Getting this decision right requires more than a simple cost-per-part calculation. This guide covers the complete cavitation decision framework: the true cost equation behind non-linear tooling expenses, the hidden costs that break high-cavitation business cases, and a staged scaling strategy that keeps your options open as production volumes grow.
Key Takeaways
- Cavitation directly impacts economics: More cavities reduce per-part machine time but increase tooling cost non-linearly—a 16-cavity mold costs 3.5× to 5× more than single-cavity, not 16×
- Break-even volume is your decision gate: Calculate incremental tooling cost ÷ per-part savings to find the volume where higher cavitation pays for itself
- Hidden costs erode high-cavitation ROI: Flow imbalance, startup waste, and hot-runner repairs add costs most standard models miss
- Three factors govern smart decisions: Annual volume, part complexity, and design stability — all determine the right cavity count
- Incremental scaling reduces risk: Start with 2–4 cavities, validate demand and design, then scale up as volume justifies it
What Is Mold Cavitation and Why Does It Matter?
Mold cavitation refers to the number of part-forming cavities within a single injection mold tool. Each cavity produces one part per molding cycle, so a 4-cavity mold delivers four identical parts with every press cycle. This single design parameter drives your entire production economics.
Cavitation tiers break down as follows:
- Single-cavity molds produce one part per shot — best for prototyping, complex geometries, or very low volumes
- Low-cavitation tools (2–4 cavities) balance production efficiency with process control for medium volumes and tight tolerances
- High-cavitation molds (8, 16, 32+ cavities) target mass production of simpler parts where throughput volume justifies the added complexity
Cavitation must be locked in before tool design begins — it dictates every downstream decision. The cavity count sets your mold base size, required press tonnage, runner system complexity, and cooling circuit architecture.
The scale difference is significant. A 2-cavity mold might run efficiently on a 100-ton press with a simple cold runner, while a 16-cavity version of the same part demands a 300-ton press and a geometrically balanced hot-runner manifold.
The central tradeoff is straightforward: higher cavitation compresses per-part costs at volume by maximizing output per machine hour, but it increases tooling complexity, lengthens lead times, and concentrates risk. Miscalculate in either direction, and you're either carrying $50,000+ in idle tooling capacity or leaving throughput on the table when demand spikes.
The True Cost Equation: Tooling Investment vs. Per-Part Savings
The Break-Even Formula
The critical calculation is simple: divide the incremental tooling cost by the per-part savings to find your break-even volume.
Example: A single-cavity mold costs $8,500 while a 4-cavity version costs $19,800—an $11,300 premium. If the 4-cavity tool reduces your per-part cost from $0.85 to $0.65 (a $0.20 savings), your break-even volume is:
$11,300 ÷ $0.20 = 56,500 parts
You need to produce 56,500 parts for the higher cavitation to pay for itself. If your annual volume is 40,000 parts, the 4-cavity investment won't recover its cost within a reasonable program life.
Non-Linear Tooling Cost Scaling
Industry data shows that a single-cavity mold for a small connector might cost $4,200, while a 16-cavity version runs $21,500—roughly 5× the cost for 16× the output. The per-cavity cost drops from $4,200 to $1,344, but the absolute investment jumps dramatically.
| Cavitation | Small Part ($) | Complex Housing ($) | Medical Component ($) |
|---|---|---|---|
| 1-cavity | 4,200 | 8,500 | 12,000 |
| 4-cavity | 9,500 | 19,800 | 26,000 |
| 8-cavity | 14,200 | 28,500 | 38,000 |
| 16-cavity | 21,500 | 42,000 | 58,000 |
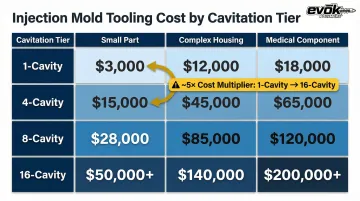
This non-linearity stems from compounding complexity: larger mold bases, extensive cooling circuits, geometrically balanced runner systems, and tighter machining tolerances across all cavities. Each additional cavity compounds the engineering requirements across the entire mold, not just within its own impression.
The Machine Tonnage Multiplier
Press tonnage scales with projected part area multiplied by cavity count—and larger presses cost more per hour to run. A 4-cavity mold might run on a 150-ton press at $25/hour, while the 16-cavity version needs a 400-ton machine at $45/hour.
That $20/hour difference directly erodes your per-part savings. At a 45-second cycle, the larger press adds $0.0094 per part in machine cost. According to Plastics Today, machine rates run $9–$35/hour for small presses (25–100 tons) and exceed $55/hour for 600+ ton machines—a cost gap that compounds across millions of cycles.
Key factors that drive press size requirements up:
- Total projected area of all cavities combined
- Runner system weight and shot size
- Clamp force needed to prevent flash at parting lines
The Cycle Time Reality Check
Going from 4 to 16 cavities won't produce 4× the parts per hour. Larger multi-cavity molds require longer flow paths, increased plastic volume per shot, and extended cooling times. Since cooling accounts for roughly 80% of total cycle time, thermal management gets harder as mold size grows.
A 4-cavity mold might cycle in 35 seconds, but the 16-cavity version often requires 42–48 seconds due to longer flow lengths and thicker runner systems. That 20–35% cycle time penalty brings real-world efficiency closer to 3×–3.5×, not the theoretical 4×.
Run your break-even calculation with actual cycle time estimates—not theoretical throughput—or the numbers will consistently favor higher cavitation on paper and disappoint in production.
Hidden Costs That Break the High-Cavitation Business Case
Runner Flow Imbalance: The 80% Problem
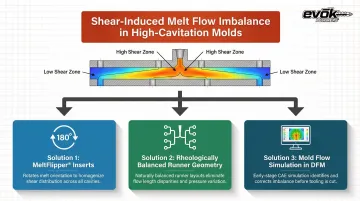
The most damaging hidden cost in high-cavitation molds is shear-induced melt flow imbalance. Research by John Beaumont at Penn State Erie confirms that plastic flowing through runners exhibits laminar flow—maximum shear near the walls, minimal shear at the center. Because molten polymers are shear-thinning, the high-shear outer layers become significantly hotter and less viscous.
When this unevenly heated melt splits at branching intersections—especially beyond 4 cavities—temperature and viscosity differences distribute asymmetrically to downstream cavities. Identical cavities produce non-identical parts with variations in density, shrinkage, and warpage.
Industry expert John Bozzelli estimates that 80% of high-cavitation molds run below full capacity due to these inherent imbalances. A 32-cavity tool may start at full capacity but within hours, cavities flash or produce defects, forcing technicians to block off drops. The mold runs at 28 or 24 cavities instead—destroying the ROI model finance approved.
Addressing flow imbalance requires:
- MeltFlipper inserts at runner intersections to redistribute shear-heated layers before each split
- Rheologically balanced runner geometry designed into the tool from the start
- Mold flow simulation during DFM to identify asymmetric fill before steel is cut
Most standard molds include none of these. When they're absent, the cavitation advantage exists only on paper.
Startup Waste and Thermal Equilibration
High-cavitation hot-runner molds demand substantial time to reach thermal equilibrium. Some large tools require up to eight hours to achieve steady-state temperatures after a cold start. During this warm-up phase, the machine consumes energy and purges resin as scrap.
Example scenario: A 32-cavity medical component mold with a 12-zone hot runner takes 6 hours to stabilize. At 40-second cycles, that's 540 startup shots. If each shot uses 180 grams of resin at $4.50/lb, startup waste totals $119 in material alone—plus 6 hours of machine time at $50/hour ($300). Every production interruption costs $419 before a single saleable part ejects.
Low-cavitation molds reach steady state in 30–90 minutes, minimizing waste and allowing economical short runs.
Repair Cost Asymmetry
A single damaged cavity, clogged hot tip, or failed seal in a high-cavitation mold shuts down the entire tool. Unplanned downtime costs $500–$3,000 per hour in lost production. Repairing the manifold requires disassembling delicate wiring and heaters, risking collateral damage.
Contrast this with a low-cavitation scenario: if you're running three 4-cavity molds instead of one 12-cavity tool and one mold goes down, production continues at 67% capacity. The damaged tool gets repaired offline without halting shipments.
That repair asymmetry compounds when you factor in scheduling constraints.
Production Scheduling Inflexibility
High-cavitation molds are difficult to run efficiently at low order quantities. Running a 32-cavity tool for a 5,000-piece order wastes setup time and machine capacity. Low-cavitation tools allow molders to match production to demand precisely, reducing inventory carrying costs and enabling responsive scheduling.
Quality Control Complexity and the 1-10-100 Rule
With 16 or 32 parts ejecting per shot, real-time cavity-specific inspection becomes significantly harder to execute reliably. The cost of defects follows the 1-10-100 Rule from quality management research:
- $1 to prevent a defect at the source through proper DFM and runner balancing
- $10 to correct during production with press downtime and scrap
- $100 if the defect reaches the customer through recalls and warranty claims
High-cavitation molds push defect detection downstream because isolating which specific cavity produced a defective part becomes challenging when parts mix immediately after ejection. A defect caught at the press is a scrap shot. The same defect caught at final assembly—or by the customer—can cost 10–100x more to resolve.
Key Factors That Should Drive Your Cavitation Decision
Annual Volume Requirements
Volume is the primary gate for cavitation decisions. Industry guidelines suggest:
- Below 100,000 parts annually: Single-cavity or family molds—tooling amortization dominates unit cost
- 100,000–300,000 parts: Low-cavitation (2–8 cavities)—the sweet spot where machine time savings offset multi-cavity tooling costs
- Above 300,000–500,000 parts: High-cavitation (16–64+ cavities) becomes economically viable as volumes absorb the $50,000+ tooling investment

The break-even volume must be achievable within the product's realistic commercial life. If your market forecast shows 200,000 total lifetime units, a 32-cavity mold will never recover its investment.
Part Geometry and Tolerance Complexity
Intricate geometry, tight dimensional tolerances, thin walls, and undercuts all increase process sensitivity, and that sensitivity compounds with each additional cavity. Complex parts demand higher injection pressures and precise velocity control.
In high-cavitation molds, a slight flow hesitation in one thin-wall section can cause short shots or flash across the tool. For parts requiring ±0.001" tolerances or wall thicknesses below 0.040", keep cavitation to 1–4 cavities. Tighter process control on fewer cavities drives higher Cpk values and a lower scrap rate.
Part Lifecycle and Program Risk
For new products still validating market demand or parts with uncertain design stability, lower-cavitation tools reduce the cost of design changes. Modifying a 4-cavity mold might cost $3,000–$8,000 for steel changes and re-machining. The same modification to a 32-cavity tool can run $25,000–$50,000 because every cavity requires identical changes and the hot-runner manifold may need redesign.
Committing prematurely to a 16- or 32-cavity tool also concentrates risk: if the product is discontinued or redesigned within two years, you've stranded a significant tooling asset with no path to recovery.
Material Characteristics
Certain materials amplify cavitation challenges:
- Glass-filled resins increase viscosity and exacerbate shear-induced flow imbalances in branching runners, while their abrasive nature demands premium tool steels
- Hygroscopic materials like Nylon (PA66) have strict thermal limits—long residence times in multi-zone hot runners can cause degradation or burning
- High-viscosity resins such as polycarbonate or PMMA require higher processing temperatures and pressures, making cavity-to-cavity balancing more difficult
With demanding materials, keeping cavitation conservative reduces process sensitivity — and that directly translates to lower scrap rates and fewer production holds.
The Incremental Cavitation Strategy: Start Low, Scale Smart
Planned Cavitation Scaling
Rather than absorbing massive upfront cost and risk with a 32-cavity mold, start production with a 1- or 2-cavity tool. This approach:
- Preserves capital during the validation phase when design changes are likely
- Reduces program risk by matching tooling investment to proven demand
- Keeps design change costs manageable in the early program stages
- Allows process optimization on a simpler tool before scaling complexity
Once volume is validated and the design is stable, add cavities by building a second tool or designing a higher-cavity mold. The initial low-cavity tool remains available for prototypes, design verification, or backup production.
The Family of Tools Approach
An alternative to a single high-cavitation tool is running multiple lower-cavity molds simultaneously. Instead of one 16-cavity mold, run four 4-cavity tools. This strategy delivers:
- If one 4-cavity mold fails, the other three continue running at 75% capacity — a single 16-cavity mold failure drops production to zero
- Smaller molds reach thermal steady-state faster, so short runs generate less startup scrap
- Repairing a 4-cavity cold-runner tool is straightforward compared to disassembling a 16-cavity hot-runner manifold
- Multiple smaller presses support 24/7 unmanned production; if one press faults at 2 AM, the others maintain throughput until the morning shift arrives

EVOK's Optimization Philosophy
Choosing between a single high-cavity tool and a family of smaller molds isn't just an engineering call — it's a financial and risk management decision. EVOK works with OEM partners to itemize cost structures upfront: tooling premiums, realistic cycle times, maintenance factors, and material costs.
That transparency lets customers model the true cost difference between a 16-cavity tool and four 4-cavity tools before committing capital. When volume projections are still being validated, phased scaling keeps options open instead of locking the program into assumptions that haven't been proven yet.
Frequently Asked Questions
What is mold cavitation?
Mold cavitation is the number of part-forming cavities inside a single injection mold tool. A 4-cavity mold produces four identical parts per injection cycle, while a 16-cavity mold produces sixteen parts per shot.
How much does it cost to get an injection mold made?
Injection mold costs vary widely based on part complexity, material, cavitation, and tool steel grade. Single-cavity molds for simple parts start around $4,000–$12,000, while high-cavitation molds (16+ cavities) for complex geometries can range from $40,000 to $80,000 or more.
How many times can an injection mold be used?
Mold lifespan depends on tool steel grade and part material. P20 steel typically delivers 100,000–300,000 shots, while hardened H13 or S7 steel can reach 1 million+ shots, especially critical for abrasive glass-filled resins. Regular cleaning, cooling line inspections, and parting surface care are the biggest factors in reaching rated tool life.
Does higher cavitation always mean a lower cost per part?
No. While higher cavitation reduces machine time cost per part, hidden costs often erode or eliminate savings—especially at lower volumes. Startup waste, maintenance complexity, flow imbalance corrections, and larger press requirements can make high-cavitation tools more expensive on a total-cost basis.
How do I know when to add more cavities to my mold?
Add cavities when annual volume consistently exceeds the break-even threshold (incremental tooling cost ÷ per-part savings). Your part design should also be stable enough to justify the larger investment — avoid scaling cavitation during active design iterations.
What is the difference between a family mold and a multi-cavity mold?
A multi-cavity mold produces multiple identical parts per cycle, while a family mold produces different (but related) parts in the same tool—such as a left and right housing half. Family molds introduce additional fill balancing challenges since different geometries require different shot volumes and flow characteristics.


