Introduction
Undercuts are among the most common design challenges in injection molding. Features like snap fits, side holes, threads, and latch geometries prevent straight-pull ejection, forcing engineers to choose between automated slides and manual pickouts to release these features. Many product teams default to manual pickouts early in development—then absorb the cost of that choice at production scale.
This choice directly impacts tooling investment, cycle time, production consistency, and total cost-to-manufacture. Retrofitting a mold from manual pickouts to slides mid-production requires significant modification, adding both cost and lead time.
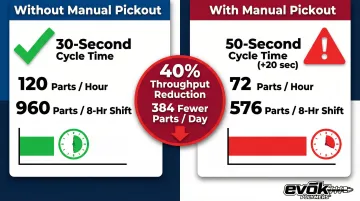
The throughput difference is measurable: adding a 20-second manual pickout operation to a 30-second base cycle reduces throughput by 40%, dropping hourly output from 120 to 72 parts.
Getting this decision right upfront—before tooling is cut—is the difference between a mold that performs at volume and one that constrains your production line. Here's how to make that call.
Key Takeaways
- Slides are automated mold components that actuate during the mold cycle—best for medium-to-high volume production where cycle time and consistency matter
- Manual pickouts are removable inserts an operator handles each cycle; they suit low volumes, complex geometries, or early-stage production runs
- The volume tipping point is typically between 1,000 and 5,000 parts per year—where slides' per-part savings begin to outweigh their higher tooling cost
- Material choice, undercut depth, cosmetic requirements, and automation compatibility all shape which solution fits your application
- Early DFM review is the most reliable way to identify the right approach before tooling costs are locked in
Slides vs. Manual Pickouts: Quick Comparison
The table below captures the key trade-offs across five decision factors. Detailed explanations follow for context where the numbers alone don't tell the full story.
| Factor | Slides | Manual Pickouts |
|---|---|---|
| Tooling Cost | Higher upfront investment — cams, gibs, and wear pads add $1,500–$5,000 per side action, up to $15,000 for complex mechanisms | Lower initial cost; no actuation mechanism required, simpler mold build |
| Cycle Time | Automatic retraction on every open/close — no operator intervention needed | Operator must remove and re-insert each cycle; a 20-second hand-load on a 30-second base cycle cuts throughput by 40% |
| Ideal Volume | Medium-to-high volume; break-even typically falls between 1,000 and 5,000 parts/year | Best under 1,000 parts/year, prototyping, bridge tooling, or where geometry may change |
| Undercut Complexity | Consistent external undercuts — side holes, ports, external snap features accessible from the parting direction | Handles complex internal undercuts, tight geometries, and intricate shut-off surfaces that automated actions can't reach |
| Automation Compatibility | Fully compatible with robotic part removal and lights-out environments | Requires manual involvement each cycle; variability increases unless process discipline is tight |
What Are Mold Slides?
Mold slides (also called side actions or side cores) are mechanical components built into the mold that travel perpendicular or at an angle to the primary mold open/close direction. They form undercut features during injection and retract automatically during ejection. Actuation is typically driven by an angle pin, cam, or hydraulic cylinder integrated into the mold base.
Mechanical Anatomy
A slide consists of several critical components:
- Core insert that forms the undercut feature
- Slide body that houses the core and travels along the actuation path
- Wear surfaces (gibs and wear pads) that guide the slide and resist injection pressure
- Locking mechanism that holds the slide in position during injection pressure
Precise construction is non-negotiable. Poorly designed slides can flash, shift under pressure, or wear prematurely. The slide must withstand injection pressures that can exceed 20,000 psi while maintaining tight shut-off tolerances.
Operational Advantage
Because slides actuate automatically within the mold cycle, they add zero operator labor per shot. This makes them the default choice for medium-to-high volume parts and any program targeting automation or consistent throughput.
Tooling Cost Tradeoff
Slides increase mold complexity, upfront build cost, maintenance requirements, and lead time. A mold with side-action cores can cost over 50% more than a simple two-plate design. Beyond upfront cost, annual preventive maintenance typically costs 3-5% of the initial mold cost.
Maintenance intervals include:
- Lubrication: Every 100,000 cycles using non-melting moldmakers' grease
- Compression springs: Replacement every 1,000,000 cycles
- Wear parts: Annual replacement budget of $500 to $2,000
Use Cases
Slides are the standard solution for:
- External side holes and button cutouts in consumer electronics
- Port features in automotive housings
- External snap latches in medical device enclosures
- Side-gated features requiring cosmetic surface quality
Slides are especially preferred when cosmetic surface quality on external faces is a priority, since they eliminate the parting line variability introduced by manual inserts. EVOK's DFM process evaluates slide geometry, travel direction, and shut-off angles during design review (before steel is cut) to ensure the slide performs reliably at production volumes.
What Are Manual Pickouts?
Manual pickouts (also called hand loads or loose pieces) are removable mold inserts that an operator physically places into the mold before each shot, then removes after ejection to release the undercut feature. Unlike slides, they are not mechanically actuated. Placement and removal happen entirely by hand, every cycle.
Manual pickouts are not just a workaround. For complex internal undercuts, deeply recessed features, or geometries where an automated mechanism would be prohibitively large or expensive, a hand load is often the most practical and cost-effective approach.
Design Considerations
Manual pickouts require careful design:
- Unobstructed access for the operator to place and retrieve the insert
- Sufficient draft (typically 3–5°) so the piece releases cleanly
- Shut-off surfaces tight enough to prevent flash, but not so tight they gall or seize
- Geometry that installs in only one orientation to prevent mis-loading
Risk Factors
Manual pickouts introduce variability. A misplaced or forgotten insert can cause a costly mold crash or produce a defective part that makes it downstream. Moldmakers frequently report repairing hand-load inserts after molders have crashed the tool more than once, destroying both the original insert and its replacements.
Additional risks include:
- Extended pickup times cause hot nozzles to flow differently, flushing cold material into the cavity and creating delamination defects
- OSHA accident reports document severe incidents where operators reached between open mold halves and the machine cycled, resulting in crushed hands
Disciplined process controls (visual checks, sensors, or poka-yoke features) are essential whenever hand loads enter a production environment.
Use Cases
Manual pickouts are the preferred or most practical solution for:
- Low-volume programs (prototyping, bridge tooling)
- Parts with complex internal undercuts like internal snap rings or recessed barb fittings
- Parts with anticipated geometry changes (easier to modify a hand load than a built-in slide)
- Multi-cavity tools where the undercut feature appears in only one or two cavities
Slides vs. Manual Pickouts: Which Should You Choose?
Production Volume: The Primary Variable
The economic crossover point between manual pickouts and slides is primarily driven by annual volume. Slides carry higher fixed tooling costs but lower per-part variable costs; hand loads flip that equation — lower upfront, higher labor per cycle.
Volume decision framework:
| Annual Volume | Recommended Solution | Economic Justification |
|---|---|---|
| < 1,000 parts | Manual Pickouts | Tooling amortization dominates cost; labor penalties are negligible |
| 1,000-5,000 parts | Transition Zone | Evaluate total cost of ownership including cycle time impact |
| > 5,000 parts | Automated Slides | Cycle time and yield dominate unit cost; slides become the only scalable path |

Part Geometry: The Second Variable
Some undercuts are inherently easier to serve with one solution over the other:
Choose slides when:
- External undercuts with clean, accessible parting lines
- Features requiring consistent, repeatable shut-off geometry
- Undercuts that are simple and accessible from the parting direction
Choose manual pickouts when:
- Internal undercuts with complex geometry or tight clearances
- Features requiring intricate shut-off surfaces difficult to achieve with automated actions
- Deep recesses where slide travel would be impractical
Cycle Time and Throughput Requirements
If the part is on the critical path of a high-volume production program, the cycle time penalty of a manual pickout may be unacceptable.
Example calculation:
- Base cycle time: 30 seconds
- Manual pickout adds: 20 seconds
- New cycle time: 50 seconds
- Impact: Throughput drops from 120 parts/hour to 72 parts/hour—a 40% reduction
Over an 8-hour shift, this represents 384 fewer parts per day. At higher volumes, this productivity loss quickly outweighs the initial tooling savings.
Material and Cosmetic Considerations
Harder, more abrasive materials accelerate wear on manual pickouts and increase flash risk. Materials like 30% glass-filled nylon (PA66-GF30) cause shear erosion and galling on slide faces.
Material-specific recommendations:
- Glass-filled resins: Require upgraded tooling steel (H-13 or S7) and surface coatings to prevent galling—making slides more economical
- Cosmetically critical surfaces: Slides maintain tighter, more repeatable shut-off geometry than repeatedly inserted hand loads
Decision Framework
Choose slides if:
- Annual volume exceeds 5,000 parts
- Cycle time is critical to program economics
- Automation or lights-out manufacturing is planned
- Cosmetic surface quality is a priority
- Material is abrasive or glass-filled
Choose manual pickouts if:
- Annual volume is under 1,000 parts
- Undercut geometry is complex or internal
- Geometry changes are anticipated
- Upfront tooling budget is constrained
- Program is in prototype or bridge tooling phase
The best time to make this decision is during early DFM review—not after tooling has been cut. At that stage, volume thresholds, geometry constraints, and material wear factors can all be weighed together before a dollar is spent on steel. EVOK's pre-tooling design reviews are built around exactly this analysis, giving OEMs a clear cost-path recommendation before committing to tooling.
Real-World Application: Making the Right Call Before Going to Tooling
Consider a powersports component manufacturer developing a new console housing with internal snap features. The initial program forecast was 800 units in year one, making manual pickouts the logical choice to minimize tooling investment.
Demand exceeded projections. By year two, production ramped to 6,000 units annually. The manual pickout process—which added 25 seconds per cycle—became a bottleneck. Operators struggled to maintain consistent insert placement, leading to increased scrap rates and occasional mold crashes.
Those problems forced a tooling redesign with automated slides. The conversion added $8,500 to the program cost, but delivered measurable outcomes:
- Cycle time reduction: 25 seconds eliminated per cycle
- Throughput improvement: 45% increase in hourly output
- Scrap reduction: Defect rate dropped from 3.2% to 0.8%
- Labor savings: Freed operator for other value-added tasks
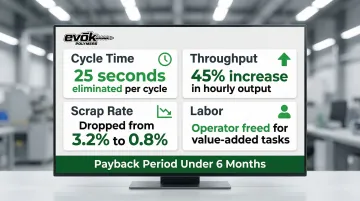
The payback period was under six months based on throughput gains alone.
If your program is still in the design phase, addressing this before tooling is far cheaper than retrofitting later. EVOK evaluates undercut solutions as part of every DFM review, so OEMs and product teams start with the right approach for their volume, geometry, and cost targets — not the most convenient one.
Conclusion
Slides and manual pickouts are both valid undercut solutions—the right answer depends on four factors:
- Production volume — higher volumes justify automated slide mechanisms
- Part geometry — complex undercuts may be better suited to hand loads
- Cost structure — weigh tooling investment against per-cycle labor
- Program timeline — slides add lead time; pickouts can get you to production faster
Lower-volume or geometrically complex programs often benefit from the simplicity and flexibility of manual pickouts. Higher-volume programs consistently justify the investment in slides.
This decision affects cycle time, part consistency, scrap rates, and long-term manufacturability. Treat it as a DFM priority, not an afterthought.
Engage an injection molding partner early in the design process—before tooling is committed—to evaluate the tradeoffs on your specific part geometry and avoid costly retrofits later. Evok's team regularly works through exactly these decisions during pre-tool DFM reviews.
Frequently Asked Questions
What is an undercut in injection molding?
An undercut is any part feature—such as a protrusion, recess, side hole, or thread—that prevents the mold from opening and ejecting the part in a straight-line direction, requiring a secondary mold action to release it.
What are common undercut solutions in injection molding?
The most common approaches include mold slides (side actions), manual pickouts (hand loads), collapsible cores, lifters, and in some cases designing out the undercut altogether. The right choice depends on part geometry and production volume.
What are mold slides used for in injection molding?
Slides are automated mold components used to form and release external undercut features—like side holes, snap features, or port cutouts—during the normal mold open/close cycle without requiring operator intervention.
When should I use a manual pickout instead of a slide?
Manual pickouts work best for low-volume production (under 1,000 parts annually) or complex internal undercuts that are hard to reach with an automated action. They're also a practical choice for bridge tooling or when the undercut geometry may still change.
How do mold slides affect cycle time?
Slides actuate automatically within the mold cycle and do not add operator time per shot—making them significantly faster than manual pickouts, which require a technician to remove and re-insert an insert between every cycle.
Can a mold be converted from manual pickouts to slides later in production?
Conversion is possible but typically requires significant mold modification, adding both cost and lead time. That's why selecting the right solution during initial DFM and tooling design is far more efficient than retrofitting later.


