Introduction
Picture a powersports component—an ATV fender or snowmobile housing—that performs flawlessly in summer testing but cracks catastrophically during the first cold-weather ride. Or a medical device enclosure that shatters when dropped during transport, triggering a costly recall. These failures share a root cause: brittle fracture in rigid plastics not formulated to absorb impact energy.
Impact modifiers are the formulation-level fix: elastomeric additives blended into base resins before injection molding that transform brittle materials into tough, energy-absorbing systems capable of resisting crack propagation under mechanical stress and low temperatures.
This article covers the main modifier types, how to match them to your resin and application, and what performance gains — along with trade-offs — to expect. Understanding selection is critical for preventing field failures and optimizing part cost across outdoor equipment, medical housings, and packaging components.
Key Takeaways
- Impact modifiers are elastomeric additives blended into resins to absorb energy and prevent brittle fracture by triggering controlled crazing and shear banding in the matrix
- Main types — core-shell (AIM, MBS), CPE, and elastomeric modifiers (EPDM, POE, SEBS) — each suit different base resins and conditions
- Loading levels set the performance tier: under 10% general-purpose, 5–15% low-temperature, 20–25% super-tough
- Selection requires balancing impact gains against stiffness loss, clarity reduction, and cost increases—proper validation through impact testing and mold flow analysis is essential
What Are Impact Modifiers and How Do They Work in Injection Molding?
Impact modifiers are polymer additives—typically elastomeric or rubbery in nature—blended into a base resin before or during injection molding to increase the material's ability to absorb and dissipate mechanical energy without fracturing. During processing, these additives form a dispersed phase within the continuous polymer matrix, creating microdomains that alter how the material responds to stress.
Rather than allowing a crack to propagate catastrophically through a brittle part, the dispersed elastomeric particles convert brittle fracture into ductile failure.
Two Primary Energy-Dissipation Mechanisms
Craze propagation control: Dispersed rubber particles act as stress concentrators that initiate localized yielding mechanisms. Crazes typically form near the equator of rubber particles, propagating perpendicular to the direction of deformation. Adjacent rubber particles terminate these crazes before they grow into catastrophic cracks that would cause complete part failure.
Shear banding and cavitation: Elastomeric particles induce massive shear banding in the surrounding matrix, absorbing the majority of deformation energy. The rubber particles must also undergo cavitation—the formation of internal voids that relieve dilatational stress (volumetric expansion stress) in the bulk polymer. This lets the matrix deform plastically without forming fatal cracks at the rubber-matrix interface.
Morphology Dictates Performance
The efficiency of these toughening mechanisms depends heavily on two factors: particle size and interparticle distance. Optimal impact resistance is generally achieved when modifier particles are approximately 200 nm in size. Performance drops off at either extreme:
- Particles too small — fail to efficiently initiate crazes
- Particles agglomerated — create weak points that lead to premature failure
Impact modifiers are introduced either pre-compounded into the resin by the material supplier, or added as a masterbatch or dry blend at the compounding or molding stage. Uniform dispersion during injection molding is critical to consistent performance. Poor mixing creates phase-separated morphology that degrades rather than improves impact strength.
Types of Impact Modifiers Used in Injection Molding
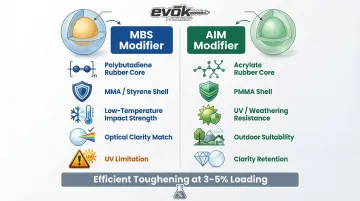
Core-Shell Acrylic and MBS Modifiers
Core-shell modifiers feature a soft elastomeric core surrounded by a rigid outer shell that is chemically compatible with the matrix. This engineered architecture allows the modifier to disperse as discrete, pre-determined particles without dissolving or melting, providing highly efficient toughening at low loadings.
MBS (Methyl Methacrylate-Butadiene-Styrene):
- Features a polybutadiene rubber core with a methyl methacrylate/styrene shell
- Delivers exceptional low-temperature impact strength
- Highly valued for transparent applications (clear PVC, polycarbonate) because its refractive index can be matched to the matrix
- Primary limitation: poor UV and weathering resistance due to unsaturated double bonds in the butadiene core
AIM (Acrylic Impact Modifiers):
- Uses an acrylate-based rubber core (typically butyl acrylate) surrounded by a PMMA shell
- Provides excellent weatherability and UV resistance, making it the standard for outdoor applications
- Maintains optical clarity better than bulk elastomers
- Preferred when long-term outdoor exposure is expected
Both MBS and AIM benefit from controlled particle size and morphology, reaching efficient toughening at loadings as low as 3-5%. Bulk elastomeric modifiers typically require 10-15% to achieve comparable results — a meaningful difference when managing material costs and final part weight.
Chlorinated Polyethylene (CPE)
CPE is a flexible, halogen-containing modifier produced by chlorinating high-density polyethylene. The chlorination process destroys HDPE's crystalline structure, making it soft and rubbery while introducing polar groups that closely match the polarity of PVC.
That structural similarity allows CPE to form a network-like structure within rigid PVC, significantly enhancing toughness and low-temperature impact resistance.
Key characteristics:
- Excellent compatibility with PVC due to polar character
- Improves both low-temperature impact strength and flexibility without requiring reactive groups
- Inherent flame retardancy from chlorine content
- Cost-effective compared to core-shell modifiers
Common applications: Window profiles, pipe fittings, wire and cable insulation, and rigid PVC applications where processing at high throughput is required. CPE cannot be used for transparent applications due to its inherently opaque nature.
Elastomeric Modifiers: EPDM, POE, and SEBS
For polyolefins and engineering resins, non-core-shell elastomers provide versatile toughening options:
EPDM (Ethylene Propylene Diene Monomer):
- Offers excellent weatherability, heat resistance, and ozone resistance
- Ideal for outdoor automotive and construction applications
- Requires MAH-grafting (maleic anhydride functionalization) to work with polar engineering resins like PA6 or PBT
- Saturated backbone provides superior UV stability compared to butadiene-based modifiers
POE (Polyolefin Elastomers):
- Ethylene-octene or ethylene-butene copolymers with very low density
- Excellent compatibility with PP and PE due to inherent polyolefin backbone
- Superior low-temperature toughness and flexibility
- High-flow grades can act as processing aids, reducing melt viscosity and cycle times
- MAH-grafted versions enable use in polar engineering resins
SEBS (Styrene-Ethylene-Butylene-Styrene):
- Hydrogenated midblock provides excellent UV and thermal stability
- High chemical resistance makes it suitable for medical and food-contact applications
- Offers soft-touch feel and low compression set
- Available in medical-grade formulations meeting USP Class VI and ISO 10993 standards
- Higher cost than POE or EPDM
One distinction separates standard and functionalized elastomers: MAH-grafted POE and EPDM react chemically with engineering resins during melt compounding. The MAH groups bond with amine end-groups in polyamides, forming graft copolymers in situ. This chemical bridging reduces dispersed rubber domain size and enables more efficient stress transfer — MAH-grafted POE has been shown to increase notched impact strength by 194% in PA6 blends compared to uncompatibilized systems.
Toughness Levels and Dosage: Matching Modifier Concentration to Application Requirements
The amount of impact modifier added directly dictates final part durability, but the relationship is non-linear. Increasing dosage initially causes a slight improvement, followed by a rapid exponential increase at a critical threshold, before plateauing. Industry guidelines categorize loading into three distinct performance tiers:
General-Purpose Impact Modification (<10% Loading)
Performance target: Prevents brittle fracture at room temperature; adequate for interior structural parts with modest impact exposure.
Typical applications: Indoor appliance housings, standard packaging, consumer product components used in controlled environments.
Key characteristics: Reactive compatibilizers are not always required at this level. The modifier provides sufficient energy absorption to prevent catastrophic failure during normal handling and use, but the part may still exhibit brittle behavior at temperatures below 0°C.
Low-Temperature Impact Modification (5-15% Loading)
Performance target: Maintains ductility and toughness when the part operates below 0°C; required for cold-storage, outdoor, and winter-use applications.
Typical applications: Automotive interior components, cold-chain packaging, appliance parts for refrigeration equipment, outdoor hardware.
Key characteristics: Reactive modifiers are often necessary in this range, particularly for engineering resins. The modifier's glass transition temperature (Tg) becomes critical here: it must remain well below the lowest expected operating temperature to maintain the rubbery plateau necessary for cavitation and shear banding.
Super-Tough Performance (20-25% Loading)
Performance target: Survives high-speed impacts at extreme sub-zero temperatures (-30°C to -40°C) without any brittle failure.
Typical applications: Powersports components (ATV fenders, snowmobile housings), exterior automotive bumpers, heavy-duty outdoor equipment, military and aerospace applications.
Key characteristics: Requires a reactive modifier with a very low glass transition temperature (typically -50°C to -80°C). At this loading level, secondary property improvements emerge, including:
- Enhanced processability and smoother mold flow
- Improved weatherability (with appropriate saturated elastomer chemistry)
- Reduced shrinkage and warpage
- In some systems, improved flame performance
Critical rule of thumb: Impact modifiers work effectively down to about 50°C above their core Tg. For super-tough, low-temperature applications, modifiers must possess a Tg well below -50°C to ensure rubber domains can still cavitate and absorb energy rather than shattering like glass.

Validation Through Testing
Exceeding the optimal loading for a given application wastes cost and degrades other properties—particularly stiffness and optical clarity. Dosage should be validated through standardized impact testing rather than assumed from prior experience alone:
- ASTM D256 (Izod) and ISO 180 (Charpy) measure the kinetic energy required to initiate and propagate a fracture in a cantilevered, notched specimen
- Results are reported in J/m (ASTM) or kJ/m² (ISO)
- Testing should be conducted at the lowest expected service temperature, not just room temperature
For parts with complex geometry or critical flow requirements, mold flow simulation should validate that the modified compound fills the tool properly and that cycle time remains acceptable. Evok Polymers routinely conducts mold flow studies and material optimization for OEM clients — evaluating how a specific modifier affects tool design, cycle time, and total part cost before production tooling is committed.
How to Select the Right Impact Modifier for Your Injection Molded Part
Base Resin Compatibility: The Foundation of Selection
Modifier selection starts with the matrix polymer. Efficient toughening requires good cohesion between the elastomeric phase and the continuous polymer matrix — without it, the blend forms coarse, phase-separated morphology with large rubber particles and weak interfaces.
Under impact stress, that poor cohesion causes premature debonding. Crazes initiate rapidly and propagate into catastrophic brittle failure before the modifier can absorb energy.
Clear compatibility guidelines:
| Base Resin | Recommended Modifier | Compatibilization Mechanism |
|---|---|---|
| PVC (Rigid) | AIM, MBS, CPE | Physical entanglement (PMMA shell) or polar matching (CPE) |
| Polypropylene (PP) | POE, SEBS | Inherent thermodynamic compatibility of polyolefin backbones |
| Polycarbonate (PC) / ABS | MBS, AIM | Physical miscibility of modifier shell with PC/SAN matrix |
| Polyamide (PA6, PA66) | POE-g-MAH, EPDM-g-MAH | Chemical reaction (MAH groups react with amine end-groups) |
| Polyester (PBT, PET) | POE-g-MAH, SEBS-g-MAH | Reactive grafting enables interfacial adhesion |
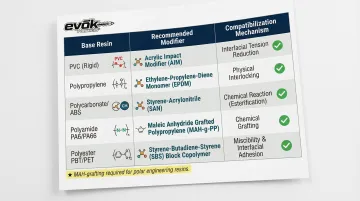
Never specify a non-functionalized polyolefin elastomer for a polar engineering resin like nylon or polyester—without MAH-grafting, the resulting phase separation will actively degrade the part's mechanical integrity.
Operating Environment Requirements
End-use conditions narrow the field significantly:
- UV and outdoor weathering: Use saturated elastomers (POE, SEBS, EPDM, or AIM) for sunlight-exposed parts. Butadiene-based elastomers can lose up to 82% of tensile strength under prolonged UV exposure — for powersports and exterior automotive applications, AIM or saturated modifiers are mandatory to prevent embrittlement over a 10-15 year service life.
- Optical clarity: Transparent or translucent parts need index-matched core-shell modifiers (specific MBS or AIM grades engineered to match the refractive index of the base resin) or nano-dispersed POEs. Standard elastomeric modifiers increase transmission haze due to light scattering from the density and refractive index differences between matrix and rubber domains.
- Chemical resistance: Parts exposed to solvents, oils, or cleaning agents need chemically resistant modifiers like CPE or SEBS. Standard acrylics may swell or degrade in aggressive chemical environments.
- Regulatory compliance: Medical device housings require modifiers certified to USP Class VI and ISO 10993 standards. Medical-grade POE (such as Vistamaxx 6202MED) and specific SEBS grades are formulated without plasticizers and meet FDA food contact requirements. Critically, adding 5-20% medical-grade POE to PP preserves notched Izod impact strength after gamma sterilization, while standard PP severely degrades under irradiation.
Application Considerations for Key Industries
Those environmental requirements translate differently across the industries Evok serves most. Here's how each application shapes the modifier decision:
Powersports and outdoor equipment: ATV fairings, snowmobile panels, and agricultural equipment housings face extreme cold, high-speed impacts, and relentless UV exposure simultaneously. Super-tough loadings of 20-25% using saturated elastomers (AIM, POE, or EPDM) are standard. Engineers validate these materials against ASTM D256 for cold-temperature Izod impact and ASTM G154 or ISO 4892-2 for accelerated weathering.
Medical device housings: Diagnostic enclosures and surgical tools must balance drop-test durability with resistance to hospital disinfectants and sterilization cycles. PC modified with index-matched MBS handles clear housings; PP modified with medical-grade POE covers opaque or translucent components. Procurement should verify that the specific modifier grade carries USP Class VI and ISO 10993 certifications before locking in material selection.
Packaging components: Rigid packaging (cosmetic jars, food containers) prioritizes clarity and cost. Modifier loadings below 10% prevent transmission haze while high-efficiency MBS provides the drop resistance thin-walled containers need — without UV-stabilized chemistry costs that indoor applications don't require.
Processing and Cycle-Time Considerations
Beyond material performance, modifier choice directly affects how a part processes — which shapes tool design, gate placement, and cycle time economics:
- High-flow POE grades can reduce melt viscosity, enabling faster injection speeds and shorter cycle times
- Reactive compatibilizers (POE-g-MAH) increase viscosity due to chemical entanglements formed during processing
- High elastomer loadings (>15%) may require adjusted barrel temperatures or screw speeds
An experienced injection molding partner can evaluate how a given modifier affects tool design, gate locations, and cycle time through mold flow simulation before committing to production tooling. This pre-tooling validation prevents costly tool modifications later when shrinkage behavior or flow characteristics differ from expectations.
Cost-Optimization Logic
Use the minimum effective loading to achieve the performance specification. Over-specifying modifier content adds raw material cost (elastomeric modifiers typically cost $2-4/kg more than base resins) and may require processing adjustments. Under-specifying risks field failures and warranty costs that dwarf the material savings.
The optimal approach: specify the performance requirement (for example, "must survive a 1.5-meter drop at -20°C"), then work backward to determine the minimum modifier loading that meets the spec through validated impact testing. At Evok, that testing protocol — not guesswork — is what determines the final modifier loading before any production tooling is committed.
Performance Benefits and Trade-offs of Impact-Modified Plastics
Primary Performance Gains
Impact modification delivers quantifiable improvements in fracture resistance:
- Notched impact strength increases 150–300% over unmodified base resin with properly selected modifiers
- Ductility holds well below the base resin's brittle-ductile transition temperature, maintaining energy absorption in cold environments
- Dispersed rubber particles arrest crazes before they grow into complete fractures
- Drop-test survival improves substantially, especially for thin-walled parts where impact events concentrate stress
ASTM D256 Izod impact testing provides standardized validation of these improvements, measuring the energy required to break a notched specimen under controlled conditions.
Secondary Property Improvements at Higher Loadings
Super-tough formulations (20–25% loading) deliver benefits beyond impact resistance:
- Smoother mold flow and reduced injection pressure requirements improve overall processability
- Saturated elastomers improve outdoor durability in UV-exposed applications
- Certain modifier chemistries contribute to flame retardancy in specific resin systems
These secondary benefits are minimal at general-purpose loading levels (<10%) but become significant at super-tough concentrations.
Trade-offs Engineers Must Manage
Every impact modifier introduces performance compromises. Understanding these trade-offs before finalizing a formulation prevents costly redesigns later.
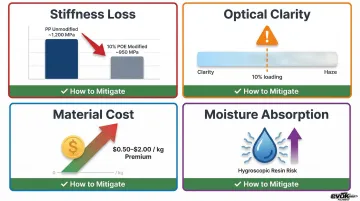
| Trade-off | What Happens | How to Mitigate |
|---|---|---|
| Stiffness loss | Each 1% modifier loading decreases flexural modulus proportionally — 10% POE in PP drops modulus from ~1,200 MPa to ~950 MPa (21% reduction) | Co-formulate with talc or glass fiber; add ribs or increase wall thickness to compensate |
| Optical clarity | Rubber domains scatter light, creating haze — even index-matched core-shell modifiers show noticeable haze above 10% loading | Use nano-dispersed elastomers or index-matched modifiers at minimum effective loading |
| Moisture absorption | In hygroscopic resins like polyamides, some modifiers increase water uptake, affecting dimensional stability and electrical properties | Account for moisture sensitivity in part design specs and drying protocols |
| Material cost | Elastomeric modifiers add $0.50–$2.00/kg to resin cost; super-tough formulations (20–25% loading) raise material cost 30–50% vs. unmodified resin | Evaluate cost against scrap reduction, warranty claims, and rework savings |
Implications for Part and Tool Design
Impact-modified resins may have different shrinkage behavior and flow characteristics than the unmodified base resin. It is critical to validate material data sheets for the modified compound—not just the base resin—when designing wall thickness, gate locations, and draft angles.
Parts designed around unmodified resin data may exhibit:
- Incomplete fill or short shots if the modified compound has higher viscosity
- Excessive flash if shrinkage is lower than expected
- Sink marks or voids if cooling behavior differs
- Gate blush or weld lines in different locations
Running mold flow simulation with the actual modified compound data — before cutting steel — is the most reliable way to catch these discrepancies and avoid costly tool rework after the fact.
Frequently Asked Questions
What are impact modifiers in injection molding?
Impact modifiers are elastomeric or rubber-based additives compounded into plastic resins to absorb energy on impact and prevent brittle fracture. They work by triggering controlled crazing and shear banding, converting crack propagation into ductile yielding that extends part service life.
What is CPE (chlorinated polyethylene) as an impact modifier?
CPE is a flexible polymer made by chlorinating polyethylene, widely used in PVC formulations for its chemical compatibility and low-temperature impact performance. It suits rigid profiles, pipe fittings, and wire insulation where cost-effectiveness and weatherability matter.
What impact modifiers are used for GPPS (general purpose polystyrene)?
GPPS is typically toughened with MBS (methyl methacrylate-butadiene-styrene) or styrenic core-shell modifiers that are chemically compatible with the polystyrene matrix. These modifiers can maintain reasonable clarity in transparent applications while delivering significant impact improvement, making them ideal for packaging and consumer product housings.
What percentage of impact modifier should be added to a plastic resin?
Loading levels typically range from under 10% for general-purpose use, 5–15% for low-temperature performance, and 20–25% for super toughness. Always validate the optimal level through impact testing (ASTM D256 or ISO 180) at service temperature—under-dosing risks failures while over-dosing degrades stiffness.
Do impact modifiers reduce the stiffness of injection-molded parts?
Yes, adding rubber-phase modifiers introduces a stiffness-toughness trade-off—flexural modulus and tensile strength typically decrease as modifier loading increases. For example, 10% POE in PP can reduce flexural modulus by 20%. Part wall thickness, rib design, or filler content (talc, glass fiber) may need adjustment to compensate for reduced stiffness in the material.
What is the difference between core-shell and elastomeric impact modifiers?
Core-shell modifiers (such as AIM or MBS) use a soft core and rigid shell architecture, delivering high efficiency at low loadings and better clarity retention. Elastomeric modifiers (such as EPDM, POE, SEBS) are more versatile for polyolefin systems and offer superior weatherability, but depend on good melt-phase compatibility for uniform dispersion.
Choosing the wrong impact modifier is a costly mistake. Evok Polymers' engineering team has 25 years of hands-on experience in material selection, mold flow analysis, and production tooling. Contact us to discuss how the right modifier for your resin and application can prevent field failures, reduce warranty costs, and hit your cost targets.