Introduction
When an injection mold fails unexpectedly, the costs hit fast. High-volume operations face downtime expenses reaching $125,000 per hour, plus emergency replacement costs and production delays that ripple through your supply chain.
Premature mold failure creates compounding problems: persistent quality defects, missed delivery deadlines, and scrambling for replacement tooling. Understanding mold longevity isn't just technical—it's strategic planning that protects your bottom line.
This guide covers:
- Expected lifespan ranges and SPI mold classifications
- Key factors affecting tooling longevity
- Maintenance strategies that extend tool life by 30-50%
- Early warning signs of mold wear
Key Takeaways
- Mold lifespan: 100,000 cycles (low-volume) to 1+ million cycles (hardened steel)
- SPI Class 101-105 ratings set lifespan expectations by construction quality
- Material choice, part complexity, resin type, and maintenance drive longevity
- Preventive maintenance extends tool life by 30-50% over reactive approaches
- Proactive tool management cuts per-part costs and prevents costly production delays
Why Injection Mold Life Matters for Your Business
The financial implications of mold longevity extend far beyond the initial tooling purchase. Understanding tooling lifespan directly impacts your per-part costs and production reliability.
Total Cost of Ownership Impact: A $20,000 mold producing 500,000 parts results in a $0.04 per-part tooling cost. A cheaper $8,000 mold that fails after 100,000 parts doubles your per-part cost to $0.08.
Emergency repairs cost 5-10 times more than planned maintenance work, further eroding the savings from cheaper tooling.
Production Continuity: Unplanned mold failures trigger expensive downtime. Industry data shows that manufacturing plants can lose approximately $125,000 per hour during unplanned outages.
One molding plant with 20 presses experienced 28 unplanned downtime episodes in a single year due to internal mold water leaks. The result: $23,468 in direct losses—$8,662.50 in repair costs and $7,796.25 in lost output.
Product Quality Consistency: Mold degradation affects part quality long before catastrophic failure. Research on metal injection molding found that after 1,300 cycles, green part dimensions increased by approximately 0.06 mm due to surface wear.
Common wear indicators include:
- Dimensional drift (parts grow outside tolerance)
- Increased surface roughness affecting aesthetics and functionality
- Flash formation along parting lines from worn shut-off surfaces
- Inconsistent wall thickness from cavity erosion
Expected Lifespan of Injection Molds
Mold lifespan is measured in cycles (shots) and varies dramatically based on classification and construction quality. Understanding these ranges helps set realistic expectations and plan replacement schedules.
Understanding SPI Mold Classifications
The Society of the Plastics Industry (SPI) classification system provides standardized expectations for tool life based on construction standards.
SPI Class 101 (1M+ cycles): Premium production molds featuring hardened steel cores and cavities (48+ HRC), guided ejection systems, and wear plates on slides. These molds include corrosion-resistant cooling channels and represent the highest upfront investment.

Best suited for extremely high-volume production where per-part cost optimization is critical. The initial expense is justified when production volumes exceed 1 million parts.
SPI Class 102 (500K-1M cycles): High-volume production molds with slightly relaxed specifications compared to Class 101. Features hardened cores and cavities (48+ HRC), guided ejection, and recommended plated cavities.
This classification makes sense when production volumes fall in the 500,000-1,000,000 range and you need durability without Class 101's premium cost.
SPI Class 103 (up to 500K cycles): Medium-volume molds with 28+ HRC cavity hardness. This is the most common classification, offering an excellent cost-performance balance for mid-range production.
Base hardness ranges from 8-18 HRC with detailed mold design recommended. Ideal when production volumes are substantial but don't justify the investment in Class 101 or 102 tooling.
SPI Class 104 (up to 100K cycles): Low-volume molds constructed from aluminum or mild steel. These tools are perfect for product testing, limited production runs, or when processing non-abrasive materials. The lower upfront cost makes them attractive for market validation before committing to high-volume production tooling.
SPI Class 105 (under 500 cycles): Prototype molds made from cast metal, epoxy, or aluminum. These represent the lowest cost and shortest life, designed specifically for rapid prototyping, design validation, and early-stage testing before investing in production tooling.
Material Impact on Longevity
Material selection is the single most significant variable determining potential cycle life.
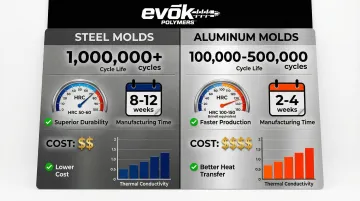
Steel Molds: Steel molds typically achieve 100,000+ to over 1 million cycles depending on the grade. P20 steel averages 50,000-100,000 parts, while H13 is the standard for million-cycle tools.
Steel molds require 35-60 business days to manufacture but deliver superior longevity. For manufacturers planning high-volume production runs up to 1 million parts, P-20 steel tooling provides the durability needed for full lifecycle manufacturing.
Aluminum Molds: Aluminum molds are generally limited to 10,000-25,000 cycles, with some sources citing 2,000-10,000 depending on geometry. They offer up to 5x lower initial cost and faster manufacturing time (15-25 days).
Aluminum's thermal conductivity (~5x greater than steel) can reduce cycle times by up to 40%, making them attractive for rapid prototyping and low-volume production.
Hardness Connection: Hardness measured on the Rockwell C (HRC) scale directly correlates with wear resistance:
- Aluminum: 60-70 HRB (softer than steel)
- P20 Steel: 28-32 HRC
- H13 Steel: 48-52 HRC
- S7 Steel: Up to 56 HRC
Steel molds are approximately three times harder than aluminum molds, providing superior resistance to abrasive wear and parting line deformation.
Key Factors That Affect Injection Mold Longevity
Injection mold lifespan isn't just about shot count—it's determined by multiple interacting variables. Understanding these factors helps you predict actual versus theoretical mold life and develop proactive strategies that maximize your tooling investment.
Mold Material and Construction Quality
Tool steel grade, heat treatment, and manufacturing precision directly affect durability. Higher hardness ratings (HRC scale) provide better wear resistance.
Key construction factors include:
- Heat-treated cores and cavities for optimal material hardness
- Precision EDM operations for accurate feature definition
- Fine polishing of surfaces to reduce friction and wear
- Match mate parting line adjustments for precise alignment
EVOK's manufacturing process incorporates these techniques to prevent premature wear and extend mold life.
Part Complexity and Geometry
Undercuts, thin walls, tight tolerances, and intricate features increase mold stress and reduce lifespan. Complex geometries require more sophisticated ejection systems and cooling channels, creating additional wear points.
Parts with deep draws or sharp corners concentrate stress in specific mold areas, accelerating localized wear.
Resin Characteristics
Material selection dramatically impacts mold longevity:
- Glass-filled resins: Act like sandpaper, causing micro-cutting wear in high-velocity areas like gates; 50% glass-filled PA66 produces three times higher wear compared to unfilled resins
- Corrosive materials: PVC releases hydrochloric acid during processing, chemically attacking mold steel
- Flame-retardant additives: Can corrode mold surfaces, requiring specialized steel grades like 420 Stainless Steel or protective coatings
Operating Conditions
Process parameters directly influence wear rates:
- Clamp force: Excessive pressure is a leading cause of mold damage, crushing vents, damaging parting lines, and cracking cavity blocks; calculate based on projected area and cavity pressure, not machine maximums
- Injection speed: High speeds increase shear stress and erosion rates at the gate
- Cycle time: Extremely fast cycles accelerate thermal fatigue through frequent expansion and contraction
Maintenance Quality and Frequency
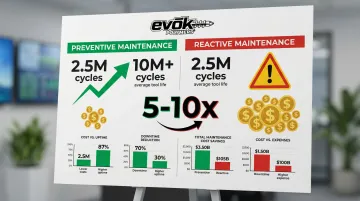
The maintenance approach you choose makes or breaks mold longevity. Reactive maintenance costs 5-10 times more than preventive maintenance.
The financial impact is substantial:
- Robust preventive programs extend average tool life to 2.5 million cycles
- Top-performing molds achieve over 10 million cycles
- Predictive maintenance reduces unplanned downtime by 30-50%
- Total maintenance costs drop by up to 30% compared to reactive strategies
Best Practices to Maximize Mold Lifespan
Maintenance is an investment that pays dividends in extended tool life, reduced downtime, and consistent part quality.
Design for Longevity from the Start
Design decisions made during tool development significantly impact long-term durability. Optimal gate location minimizes erosive wear in high-velocity areas. Efficient cooling channel design prevents thermal fatigue and maintains dimensional stability.
Adequate draft angles (minimum 1 degree, preferably higher for textured surfaces) reduce ejection forces that stress mold components. Robust ejection systems distribute forces evenly, preventing localized wear.
Key design elements that extend mold life:
- Mold flow analysis with precise gate and vent sizing to minimize stress concentrations
- Design modifications that minimize sink and flash
- Elimination of conditions causing excessive pressure or uneven material flow
Companies like EVOK use these strategies to reduce wear on critical mold surfaces before production begins.
Implement Preventive Maintenance Schedules
Base inspection frequencies on production volume and operating conditions:
- Daily/Shift: Clean mold cavities with gentle solvent, blow out dust and debris, inspect hardware
- Weekly (high-volume production): Visual inspection for wear, scratches, and carbon buildup; check ejector pins; lubricate moving components
- Every 10,000-50,000 cycles: Full disassembly and deep cleaning (ultrasonic recommended); replace O-rings and seals; inspect leader pins and bushings for galling
- Annual: Comprehensive overhaul including cleaning cooling channels to remove mineral deposits (which reduce heat transfer efficiency) and replacing hot runner heater bands

Proper Cleaning and Storage Protocols
Remove resin residue after every run using non-abrasive tools (brass or plastic) to avoid scratching polished surfaces. Residue buildup creates stress points and affects part quality.
Before storage:
- Apply rust preventive to mold faces
- Store in climate-controlled environments to prevent corrosion
- Ensure molds are completely dry to prevent moisture damage
Use Appropriate Operating Parameters
Stay within design specifications for temperature, pressure, and cycle time. Optimize clamp force based on projected area and cavity pressure calculations rather than running at machine maximums.
Monitor injection speeds to prevent excessive shear stress at gates. Maintain consistent cycle times to minimize thermal fatigue from repeated expansion and contraction.
Apply Protective Coatings
Surface treatments reduce friction and corrosion, extending mold life significantly:
- Hard Chrome: ~72 HRC hardness, proven wear resistance, standard for many production molds
- Electroless Nickel: ~50 HRC hardness, uniform coverage for corrosion resistance
- TiN (Titanium Nitride): ~85 HRC hardness, high hardness for general wear protection
- CrN (Chromium Nitride): ~83 HRC hardness, excellent for glass-filled resins
- DLC (Diamond-Like Carbon): 68-85 HRC hardness with extremely low friction (0.1-0.15 coefficient), ideal for moving parts and abrasive resins
Signs Your Mold Needs Maintenance or Replacement
Early detection of mold wear prevents quality issues and production shutdowns.
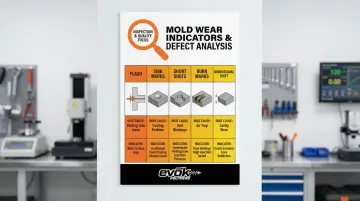
Identifying Quality and Performance Issues
Part Quality Indicators: Visual defects reveal specific mold conditions:
- Flash: Shows worn parting lines, parting line mismatch, or insufficient clamp force
- Sink marks: Result from uneven cooling, often caused by blocked cooling channels
- Short shots: Signal clogged vents, poor venting, or flow restrictions due to wear
- Burn marks: Appear from trapped air, usually opposite the gate location
- Dimensional drift: Direct sign of cavity wear, often from abrasive resins eroding the steel
Operational Warning Signs: Process changes point to mold wear:
- Longer cycle times from mineral deposits blocking cooling channels
- Parts sticking during ejection due to worn pins or damaged systems
- Air traps forming where vents have become blocked or worn
- Inconsistent temperatures revealing cooling channel deterioration
- Unusual sounds indicating mechanical wear or alignment problems
Once you've identified issues, the next question is whether to repair or replace.
When to Repair vs. Replace
Refurbishment typically costs 15-40% of a new mold with 1-3 week lead times, restoring performance to 70-90% of new tool capability.
The process includes disassembly, deep cleaning, replacing wear components, and re-polishing cavities.
Replace when:
- Repair costs approach 50-70% of new tool cost
- Severe structural damage occurs (cracked mold base)
- Severe cooling system corrosion exists
- Design becomes obsolete for current production needs
- Ongoing quality defects continue despite repairs
Partners like EVOK analyze repair costs against replacement value, helping OEMs and manufacturers decide which option delivers better ROI for their production tooling.
Conclusion
Injection mold lifespan is predictable and manageable with proper classification, maintenance, and operating practices. The difference between reactive and proactive approaches can mean the difference between 100,000 cycles and 1 million+ cycles from the same tool design.
Upfront investment in quality tooling—whether Class 101 hardened steel for million-cycle production or Class 103 for medium volumes—delivers lower total cost of ownership than cheap molds that fail prematurely.
Strategic mold management protects:
- Production schedules from unexpected downtime
- Product quality through consistent part dimensions
- Long-term profitability by reducing replacement costs
Partners like Evok Polymers work with OEMs to specify production-grade tooling matched to lifecycle volume requirements, ensuring the right balance between initial investment and total cost of ownership.
Frequently Asked Questions
What is the tool life of an injection mold?
Tool life ranges from 100,000 to over 1 million cycles depending on SPI classification, materials, and maintenance. Class 101 hardened steel molds achieve 1M+ cycles, while Class 104 aluminum molds reach 100,000-500,000 cycles based on design and application.
What is the tool life of an aluminum injection mold?
Aluminum molds for prototyping typically last 10,000-25,000 cycles, while production-grade aluminum tooling can reach 100,000-500,000 cycles. They offer faster lead times and lower upfront costs, making them ideal for low to medium-volume production.
How often should injection molds be serviced?
High-volume molds require daily inspections and weekly detailed maintenance. Comprehensive servicing should occur every 10,000-50,000 cycles, with annual deep maintenance for cooling channels and component replacement.
What are the signs that an injection mold needs replacement?
Persistent defects despite repairs, cracks in critical components, and excessive wear signal replacement needs. When repair costs exceed 50-70% of new tooling costs, replacement typically offers better value.
How much does injection mold maintenance cost annually?
Maintenance typically costs 5-15% of original tool cost annually, varying by production volume and mold complexity. Preventive programs reduce costs by up to 30% compared to reactive maintenance.