Introduction
Engineers and OEM product teams face a persistent challenge: specifying parts that can withstand extreme environments—aggressive chemical exposure, continuous high temperatures, and stringent purity requirements. Fluoropolymers are the material class built for these conditions — capable of continuous service above 200°C, resistance to nearly all industrial solvents, and extractable levels low enough for implantable medical components.
Yet across medical, semiconductor, and industrial programs, fluoropolymer injection molding generates more tooling failures and cost overruns than almost any other specialty material — usually because teams apply standard thermoplastic assumptions to a process that doesn't tolerate them.
This guide covers what fluoropolymers are, how they are injection molded, where they perform best, and what distinguishes this process from conventional thermoplastic molding.
Key Takeaways
- Fluoropolymers like PFA, FEP, PVDF, and ETFE offer chemical inertness, thermal stability, low friction, and biocompatibility
- PTFE is not injection moldable; use melt-processable variants like PFA or FEP instead
- Fluoropolymer injection molding requires specialized corrosion-resistant equipment and precise temperature control
- Applications span medical devices, semiconductor fluid handling, aerospace components, and chemical processing systems
- Wrong resin or tooling choices are expensive: fluoropolymer materials and tooling typically run 2–5× the cost of standard engineering plastics
What Is Fluoropolymer Injection Molding?
Fluoropolymer injection molding melts a processable fluoropolymer resin—PFA, FEP, or PVDF—and injects it under pressure into a precision mold cavity to produce finished or near-finished geometry parts. Unlike standard thermoplastic molding, fluoropolymers require significantly higher melt temperatures (up to 400°C), are highly shear-sensitive, and release corrosive fluorine gas during processing. Those characteristics demand purpose-built equipment and tooling.
Major injection-moldable fluoropolymers include:
- PFA (Perfluoroalkoxy): Matches PTFE's chemical resistance with continuous service at 260°C
- FEP (Fluorinated Ethylene Propylene): Highly transparent; continuous service at 200°C
- PVDF (Polyvinylidene Fluoride): Highest mechanical strength; continuous service at 150°C
- ETFE (Ethylene Tetrafluoroethylene): Excellent wear resistance and impact toughness

PTFE cannot be injection molded. Despite being the most recognized fluoropolymer, PTFE's melt viscosity exceeds 10^10 Pa·s, preventing flow through standard injection equipment. PTFE requires compression molding, paste extrusion, or ram extrusion.
Key Properties of Fluoropolymers That Drive the Molding Process
Chemical Inertness
Fluoropolymers resist virtually all acids, solvents, and bases due to the carbon-fluorine bond strength of approximately 488 kJ/mol—one of the strongest in organic chemistry. This property drives demand in chemical processing, semiconductor, and pharmaceutical applications where material degradation is unacceptable.
Thermal Stability
Melt-processable fluoropolymers maintain structural integrity across exceptionally wide temperature ranges:
- PFA: Continuous service at 260°C (500°F)
- FEP: Continuous service at 200°C (392°F)
- PVDF: Continuous service at 150°C
Low Surface Energy and Lubricity
Fluoropolymers have among the lowest coefficients of friction of any solid material. PFA exhibits a static coefficient of friction of just 0.05 against steel, making these materials useful in fluid handling, sliding components, and applications where sticking or buildup must be prevented.
Biocompatibility and High Purity
Fluoropolymers contain no additives or plasticizers that could leach into stored substances. Analytical studies show leachable levels typically below 1 ppm, meeting stringent USP Class VI requirements for drug delivery components, lab equipment, and food-grade applications.
Processing Requirements
Fluoropolymers' extreme chemical stability comes with real processing tradeoffs. Melt temperatures often exceed 350°C (662°F), and the material's low surface energy makes adhesion to tooling surfaces a persistent challenge. Molders must account for:
- Higher barrel and mold temperatures
- Carefully controlled injection speeds
- Corrosion-resistant tooling (typically hardened steel or nickel alloys)
- Precise shear rate management
How Fluoropolymer Injection Molding Works
The overall process follows the same conceptual sequence as thermoplastic injection molding—material preparation, plasticization, injection, cooling, and ejection—but each phase requires specific adaptations for fluoropolymer resins. Hot runner vs. cold runner selection, gate design, and tooling metallurgy each directly affect part quality, material yield, and long-term tool life.
Material Preparation and Drying
Fluoropolymer resins must be dried to precise moisture levels before processing. Even small amounts of absorbed moisture cause voids, splay, or degradation in finished parts. Typical drying requirements by resin type:
- PFA and FEP: Dry at 120-150°C for 2-4 hours; target dew point below -40°C
- PVDF: Dry at 80-90°C for 3-4 hours in a dehumidifying hopper dryer
- ETFE: Dry at 120°C for 3 hours minimum before processing
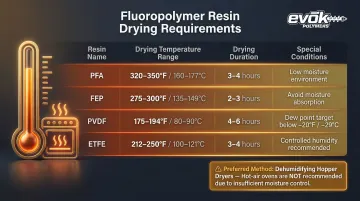
Dehumidifying hopper dryers are strongly preferred over simple hot-air ovens — they maintain consistent dew point and prevent moisture reabsorption during processing.
Mold Design, Tooling, and Temperature Control
Corrosion-Resistant Metallurgy
Tooling must use corrosion-resistant alloys or specially coated steels. Fluorine gas released during melting attacks standard tool steels, causing contamination and rapid tool degradation.
Recommended materials include:
- Barrels: Xaloy 306, Xaloy 309, IDM 260
- Screws & Nozzles: Hastelloy C-276, Inconel, Haynes 242
- Mold Cavities: Plated tool steel or solid nickel alloys
Mold Temperature Control
Fluoropolymers require tightly controlled, often elevated mold temperatures to manage crystallization, minimize residual stress, and achieve acceptable surface finish.
Typical mold temperatures:
- PFA: 175-230°C
- FEP: 200-230°C
- PVDF: 50-90°C
These elevated temperatures necessitate oil or electrical mold heating systems rather than standard water cooling.
Injection, Cooling, and Part Ejection
With tooling and temperature dialed in, the injection phase itself becomes the next critical control point.
Injection Phase
Fluoropolymers are highly shear-sensitive. Excessive injection speed or poor gate design causes molecular degradation, discoloration, or outgassing. FEP's critical shear rate can be as low as 1-5 s⁻¹ for high-viscosity grades. Engineers typically target fill rates 20-40% slower than comparable thermoplastics, using large sprue or edge gates rather than restrictive pin gates.
Cooling and Ejection
Due to fluoropolymers' high coefficients of thermal expansion, draft angles and ejection strategies must account for significant shrinkage:
- FEP: 4-6% linear mold shrinkage
- PFA: Approximately 4% linear mold shrinkage
- PVDF: 1.2-3.5% shrinkage depending on flow direction
Improper design leads to sticking, part damage, or dimensional non-conformance. Molds must incorporate generous draft angles and robust ejection systems with larger ejector pins to distribute force evenly.
Industries and Applications Where Fluoropolymer Injection Molded Parts Are Used
Medical and Life Sciences
Fluoropolymers meet the strict purity and biocompatibility demands of medical manufacturing. Common injection molded applications include:
- IV system components, syringes, and tube fittings
- Surgical instruments and vials
- Drug delivery systems requiring chemical inertness
Demand is driven by sterilizability across all major methods — autoclave, gamma radiation, and ETO. The low extractables profile (sub-1 ppm) is a hard requirement for next-generation biologic drugs.
Semiconductor and Electronics
In semiconductor fabrication, even trace contamination can destroy an entire wafer batch. Fluoropolymers are the material of choice for wafer handling equipment, fluid distribution components, chemical supply line fittings, and ultra-high-purity chemical delivery systems. UHP PFA is used in 90% of modern semiconductor wet tools for chemical delivery tubing, manifolds, and valves, meeting stringent SEMI F57 purity standards.
That industry experience informs EVOK's work directly. Founder Paul Dathe previously led a $40 million product line of ultra-clean liquid delivery systems at Entegris, supporting semiconductor and flat panel display high-purity chemical applications.
Aerospace, Industrial, and Chemical Processing
Where extreme temperatures, corrosive media, or UV exposure are constant, fluoropolymers are the practical choice for seals, gaskets, valve components, and fluid handling parts. FEP specifically offers excellent weathering resistance, making it well-suited for sustained outdoor applications.

Key Challenges, Process Factors, and Common Misconceptions
Material Cost and Yield Management
Fluoropolymer resins cost significantly more per pound than commodity plastics. This premium pricing makes scrap reduction critical. Gate and runner design choices—particularly direct-gating or hot runner systems that eliminate sprue waste—can cut material cost per part.
Hot runner risks: While hot runners reduce waste, stagnant fluoropolymer melt in hot channels rapidly degrades, accelerating corrosive outgassing and causing black specks in parts. Hot runner manifolds must be custom-engineered with streamlined flow channels and constructed from high-nickel, corrosion-resistant alloys.
Tooling Investment and Longevity
Corrosion-resistant tooling materials cost more upfront, but skipping them results in rapid tool degradation, part contamination, and unplanned maintenance costs. Getting tool material selection right at the start is far cheaper than replacing damaged tooling mid-production.
Shear Sensitivity and Outgassing Control
Fluoropolymers degrade if subjected to excessive shear, releasing HF (hydrofluoric acid) gas—a serious safety hazard and sign of improper process setup. HF gas is acutely toxic with an OSHA PEL of 3 ppm. Incorrect screw design, barrel temperatures, or injection speeds don't just produce bad parts—they create genuine safety hazards. Local exhaust ventilation over the mold and purge areas is required by OSHA standards.
Common Misconceptions to Avoid
The hazards above point to a broader problem: fluoropolymer processing is frequently misunderstood, even by experienced molders. Two misconceptions in particular cause project failures.
- "Any injection molder can run fluoropolymers" — Without corrosion-resistant equipment, proper venting, and temperature control expertise, the result is tool damage, safety risks, and defective parts. Standard bimetallic or tool-steel barrels will be severely pitted and destroyed in a very short time.
- "PTFE can be injection molded" — PTFE's extremely high melt viscosity makes it unsuitable for injection molding. It's processed by compression molding or paste extrusion. Confusing it with melt-processable grades like PFA or FEP leads to wrong material selection and failed projects.
Frequently Asked Questions
Can PTFE be injection molded?
No. PTFE's melt viscosity exceeds 10^10 Pa·s, preventing flow through injection equipment. It is processed by compression molding, ram extrusion, or paste extrusion. Engineers requiring injection-moldable fluoropolymers should specify PFA, FEP, or PVDF.
What is the difference between PFA and FEP for injection molding?
Both are melt-processable and injection moldable. PFA has a higher service temperature (260°C vs. 200°C) and superior chemical resistance. FEP has a lower melting point and is fully transparent — each material suits a different set of application demands.
Why is fluoropolymer injection molding more expensive than standard plastic injection molding?
Three main cost drivers: premium resin pricing, specialized corrosion-resistant tooling, and required process expertise. Proper tool design and gate strategy can reduce material waste and bring part costs down.
What tooling or equipment is required specifically for fluoropolymer injection molding?
Three key requirements:
- Corrosion-resistant barrel liners, screws, and mold materials (Hastelloy, Inconel, or Xaloy alloys)
- Proper ventilation systems to handle fluorine outgassing
- Temperature control capable of reaching and holding barrel and mold temperatures up to 400°C
What industries most commonly use fluoropolymer injection molded parts?
Medical/life science, semiconductor, chemical processing, and aerospace — all sectors requiring the combination of chemical inertness, thermal stability, and purity that fluoropolymers uniquely provide.
How do I choose between fluoropolymer injection molding and compression molding?
Injection molding is preferred for complex geometries, tight tolerances, and high production volumes. Compression molding is the standard choice for PTFE or simpler shapes at lower volumes. The right process depends on resin type, part geometry, and volume requirements.
Ready to explore fluoropolymer injection molding for your next project? EVOK has spent 25 years solving complex injection molding challenges across medical, semiconductor, and chemical processing applications. Contact our team to discuss your part requirements and get straightforward cost guidance from day one.