In modern manufacturing, even small design missteps can lead to costly delays and rework. That’s why predicting how a part will behave before a mold is built has become essential.
Mold flow analysis helps engineers make informed decisions early, when changes are faster and far less expensive to implement.
Mold flow analysis is a computer-based simulation that shows how molten plastic will flow, fill, cool, and solidify inside a mold.
By visualizing pressure, temperature, and material behavior in advance, teams can prevent defects, improve part quality, and optimize cycle times, long before production begins.
Key Takeaways
The primary advantage of a mold flow analysis is the ability to identify weld lines, air traps, and sink marks in the digital phase, allowing for geometry or gate adjustments without physical tooling costs.
Accurate simulations help determine the most efficient cooling times and packing pressures, which directly impacts the profitability and throughput of high-volume production runs.
Simulation allows for the scientific placement of gates to ensure balanced filling, which is essential for maintaining dimensional stability and reducing internal stress in complex parts.
Different resins exhibit unique rheological behaviors; an analysis verifies if the chosen material can successfully fill thin walls or intricate features under realistic machine constraints.
By minimizing the number of physical mold trials (T1, T2 phases), companies can move from design to mass production significantly faster.
Understanding the foundational principles of this technology is the first step toward integrating it into a successful product development cycle.
What is Mold Flow Analysis in Injection Molding?
At its core, mold flow analysis is a digital twin of the injection molding process. It utilizes Finite Element Analysis (FEA) to break down the part geometry into thousands of tiny segments, known as a mesh.
The software then calculates the flow of molten polymer through this mesh, accounting for variables such as temperature, pressure, velocity, and the non-Newtonian behavior of plastic resins.
In a physical injection molding machine, the behavior of the plastic is influenced by the shear rate, the rate at which layers of fluid slide past each other. Plastic is a shear-thinning material, meaning its viscosity decreases as it is pushed harder through the mold.
For more information on our engineering philosophy and how we approach complex molding challenges, you can visit our page.
With the fundamental physics established, it is essential to examine the specific stages that comprise a professional simulation.
The Four Stages of Mold Flow Analysis Services
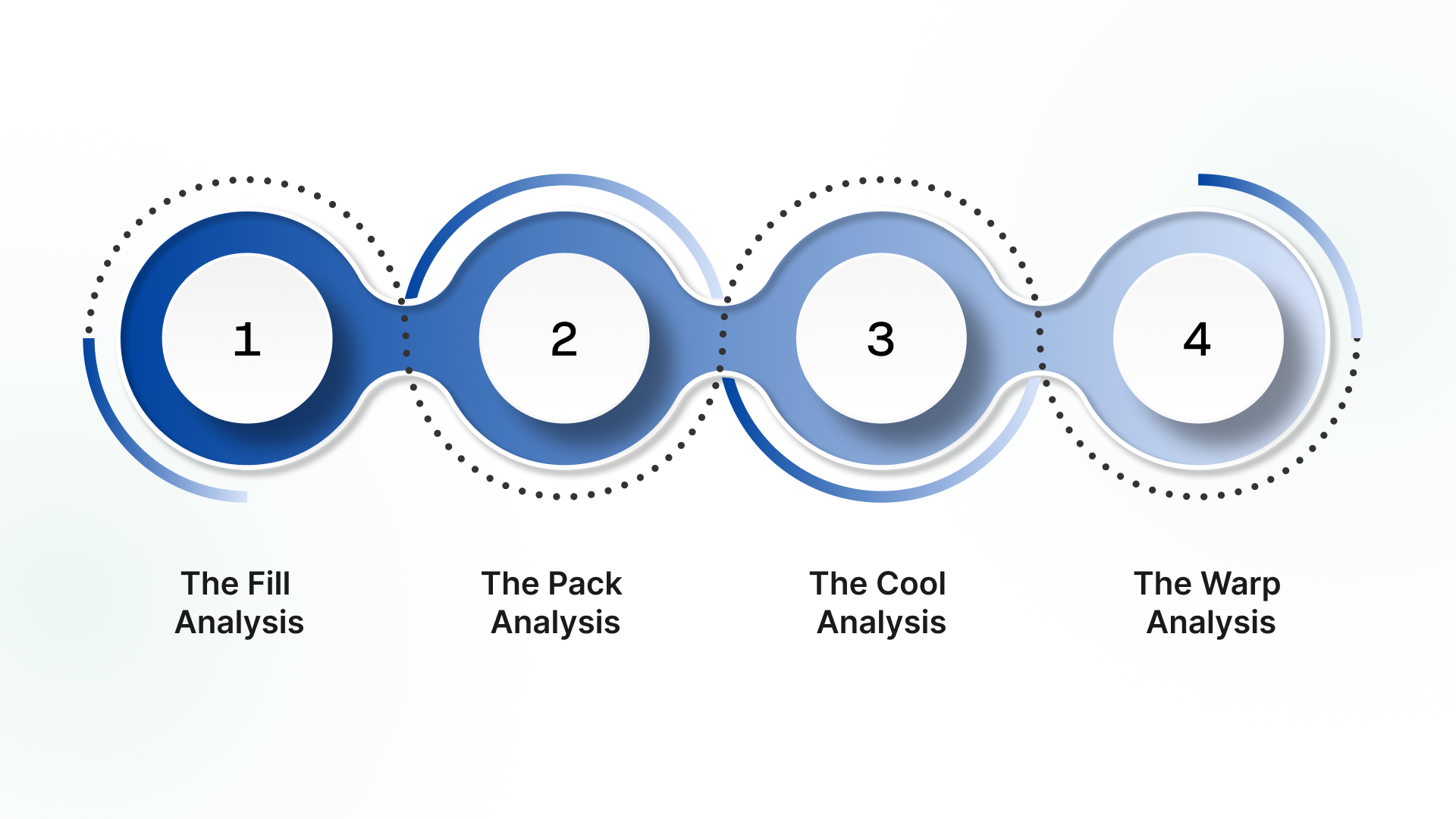
A comprehensive mold flow analysis is typically divided into four distinct stages: Fill, Pack, Cool, and Warp. Each stage provides unique data points that influence the final quality of the part.
1. The Fill Analysis
The fill phase is the most basic yet critical part of the simulation. It tracks the advancement of the melt front from the gate to the last point to fill. During this stage, the mold flow analysis service identifies:
Fill Time: How long it takes for the cavity to be 100% full.
Injection Pressure: The amount of force required from the machine to push the material. If the pressure is too high, it may exceed the machine's capacity.
Melt Temperature: Ensuring the material stays within the recommended processing window to avoid degradation.
2. The Pack Analysis
Once the cavity is filled, additional material must be squeezed into the mold to compensate for volumetric shrinkage as the plastic cools. The pack analysis determines:
Packing Pressure and Time: How much pressure is needed and for how long to ensure the part is dense and dimensionally accurate.
Gate Freeze Time: Identifying exactly when the plastic in the gate solidifies, at which point no more material can be added to the cavity.
3. The Cool Analysis
Cooling typically accounts for 70% to 80% of the total cycle time. A cool analysis evaluates the efficiency of the cooling channels within the mold. It identifies areas of the mold that remain too hot, which can lead to extended cycle times or localized defects.
This stage is vital for optimizing the placement of water lines to ensure uniform heat removal across the entire surface of the part.
4. The Warp Analysis
Warpage is the result of non-uniform shrinkage within a part. The warp analysis predicts the final shape of the part after it has been ejected and cooled to room temperature.
By understanding the displacement of the geometry, engineers can adjust the design or the cooling strategy to ensure the part meets the required tolerances.
While these stages provide the technical framework, the true value of the simulation lies in its ability to detect specific manufacturing defects before they occur.
Common Defects Identified through Mold Flow Analysis Service
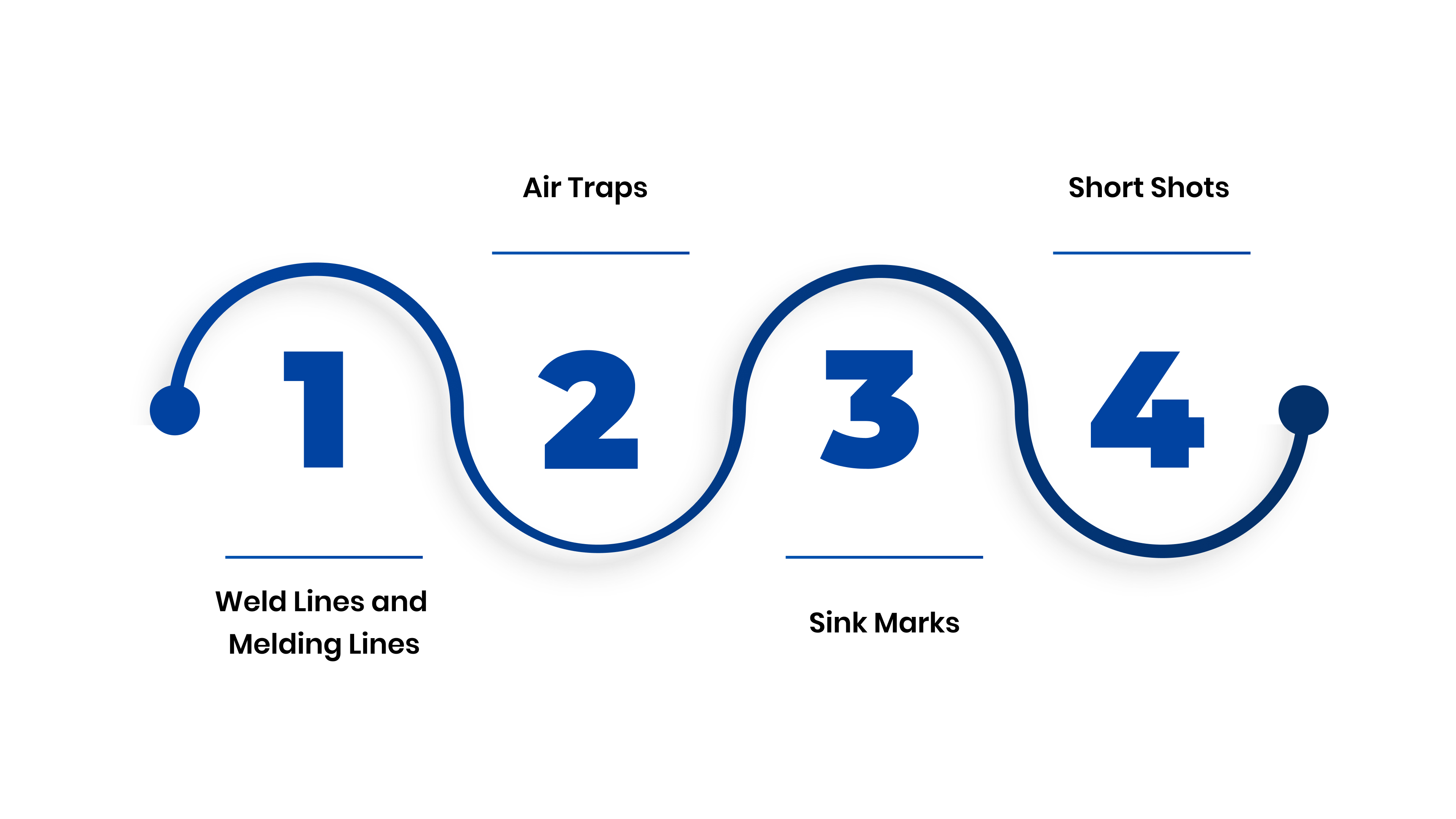
The primary reason manufacturers invest in mold flow analysis is to avoid the frustration of discovering defects during the first physical trial. Here are the most common issues that a high-quality simulation can detect and resolve.
Weld Lines and Melding Lines
Weld lines occur when two or more flow fronts meet. These lines can be a cosmetic issue or, more importantly, a point of structural weakness. The simulation predicts where these lines will form and at what temperature the fronts will meet.
If the temperature is too low, the fronts will not fuse properly. By adjusting the gate location or wall thickness, the mold flow analysis service can move these weld lines to a non-critical area of the part.
Air Traps
If the air inside the mold cavity cannot escape through vents as the plastic enters, it becomes trapped. This can cause small bubbles, surface blemishes, or even burn marks (dieseling) due to the compression and heating of the trapped air.
Simulation identifies these trap locations, allowing mold makers to place vents precisely where they are needed.
Sink Marks
As discussed in our previous technical guides, sink marks are depressions on the surface caused by localized thick sections or internal features like ribs. The mold flow analysis predicts the depth and location of sink marks by calculating the volumetric shrinkage.
This allows designers to core out thick areas or adjust rib-to-wall ratios before the mold is manufactured.
Short Shots
A short shot occurs when the plastic solidifies before the cavity is completely filled. This is common in parts with very thin walls or long flow paths. The analysis determines if the chosen machine pressure and material viscosity are sufficient to achieve a full fill, preventing costly production interruptions.
Identifying these defects is essential, but the simulation also offers the opportunity to optimize the most critical component of the mold: the delivery system.
Optimizing Gate Placement and Runner Systems
The gateway through which plastic enters the cavity is the most influential factor in part quality. A professional mold flow analysis service focuses heavily on gate and runner optimization.
Selecting the Right Gate Type and Location
The location of the gate affects everything from weld line position to warpage. Generally, the gate should be placed at the thickest section of the part to allow for effective packing.
However, aesthetic requirements often demand that gates be placed in hidden areas. Simulation allows engineers to test different gate types, such as edge gates, sub gates, or valve gates, to find the perfect balance between cosmetic appearance and mechanical performance.
Runner Balancing
In multi-cavity molds, it is essential that every cavity fills at the exact same time and pressure. If one cavity fills faster than another, it will be over-packed, leading to flash or dimensional variances between parts.
Mold flow analysis ensures that the runner system is balanced, adjusting the diameters of the flow paths to compensate for different distances from the injection unit.
Reducing Material Waste
By optimizing the runner size, manufacturers can significantly reduce the amount of scrap material produced in each cycle. In high-volume production, even a 10% reduction in runner volume can lead to thousands of dollars in annual material savings.
The simulation ensures that the runners are large enough to pack the part but small enough to minimize waste.
The accuracy of these optimizations depends entirely on the quality of the data entered into the simulation, specifically regarding material rheology.
Material Science and Rheology in Mold Flow Analysis
Not all plastics are created equal. The behavior of a semi-crystalline resin like Polypropylene (PP) is vastly different from an amorphous resin like Polycarbonate (PC). A high-tier mold flow analysis service utilizes extensive material databases to account for these differences.
Understanding Shrinkage and Crystallinity
Semi-crystalline materials have a highly ordered molecular structure that results in high shrinkage rates (up to 2.5%). As these materials cool, they form crystals that occupy less volume than the amorphous melt.
The simulation accounts for the rate of crystallization and how it influences the final dimensions of the part. Without this data, predicting warpage in materials like Nylon or PE would be impossible.
Fiber Orientation and Structural Integrity
For parts reinforced with glass or carbon fibers, the orientation of those fibers determines the mechanical strength of the part. As the plastic flows, the fibers align with the flow direction. This makes the part stronger in one direction than the other (anisotropy).
Mold flow analysis predicts this orientation, allowing structural engineers to verify that the part will withstand the intended loads in its real-world application.
Thermal Conductivity and Specific Heat
The rate at which a material absorbs and releases heat is governed by its thermal conductivity and specific heat capacity. These properties change as the material transitions from a melt to a solid.
The software uses these dynamic properties to calculate the exact cooling requirements, ensuring that the part is rigid enough for ejection without deforming.
While the technical depth of these simulations is impressive, the primary concern for most manufacturers is the bottom line: the return on investment.
The ROI of Mold Flow Analysis Services: Cost vs. Savings
Many small-to-medium-sized enterprises (SMEs) initially view mold flow analysis as an unnecessary upfront expense. However, a data-driven look at the 2026 manufacturing landscape proves otherwise.
Avoiding Mold Re-works
The average cost of a significant mold modification can range from $5,000 to $50,000 depending on the complexity and size of the tool. If a part is found to have a major defect during T1 trials, the tool must be pulled from the machine, annealed, machined, and re-tested.
A mold flow analysis service typically costs a fraction of a single mold re-work, providing an immediate insurance policy against design errors.
Faster Time-to-Market
In industries like consumer electronics, being first to market is everything. Every week spent troubleshooting a mold on the factory floor is a week of lost revenue.
By using simulation to ensure a successful T1 trial, companies can compress their development schedules by weeks or even months.
Reducing Scrap Rates
A poorly optimized mold may produce a 5% to 10% scrap rate due to cosmetic issues or dimensional instability. Over a production run of 100,000 parts, this represents a massive loss of material and machine time.
Mold flow analysis identifies the root causes of these rejects before production begins, ensuring a high-yield process from day one.
To help you decide if a simulation is right for your next project, we have compiled the most common questions our engineering team receives.
Conclusion
Mold flow analysis has transitioned from a luxury for high-budget projects to an essential standard for all high-precision manufacturing. In the competitive environment of 2026, the ability to visualize the invisible flow of plastic and predict thermal outcomes is the hallmark of a sophisticated engineering process.
By identifying defects, optimizing cycle times, and scientifically selecting gate locations, a mold flow analysis service provides the certainty needed to launch successful products.
At Evok Polymers, we believe that transparency and data are the keys to manufacturing excellence. We integrate simulation into our core workflow to protect our clients' investments and deliver parts that exceed expectations.
Whether you are developing a revolutionary medical device or a structural automotive component, our team is here to ensure that your project is optimized for success from the very first virtual shot.
Ready to see how mold flow analysis can improve your next project? today.
Our engineering experts are ready to conduct a detailed review of your CAD files and provide the insights you need to manufacture with confidence.
Frequently Asked Questions (FAQs)
1. Is mold flow analysis necessary for simple parts?
While simple parts have a lower risk of failure, a mold flow analysis can still provide value by optimizing the cycle time. Reducing a 30-second cycle to 25 seconds through better cooling channel design can lead to significant cost savings over a long production run.
Furthermore, it provides documented proof that the part will meet specifications, which is often required for quality compliance in the US market.
2. At what stage of the project should I request a mold flow analysis service?
The analysis should be performed during the design-for-manufacturing (DFM) phase, after the initial part geometry is finalized but before the mold design begins. This allows for changes to the part's wall thickness or rib structure without impacting the tooling schedule.
3. How accurate are the results of a mold flow simulation?
When performed by experienced engineers using high-quality material data, simulations are remarkably accurate, often within 90% to 95% of real-world results.
The key is to ensure that the machine parameters used in the simulation (such as injection speed and melt temperature) match the actual settings that will be used on the production floor.
4. Can mold flow analysis help with overmolding or insert molding?
Yes. Modern simulations can handle multi-shot molding and insert molding. It can predict how the second shot will bond with the first and if the heat from the second shot will cause the insert or the first shot to deform. This is critical for complex medical components and automotive sensors.
5. Does the software account for the specific injection molding machine I use?
Advanced mold flow analysis services allow engineers to input the specific characteristics of the injection molding machine, including its maximum injection pressure, clamping force, and screw diameter.
This ensures that the simulation results are tailored to your specific manufacturing environment.