Are you spending too much time and money figuring out how to reliably join metal or functional components inside your plastic parts?
Injection molding drives roughly 30% of global plastic part production, making it the go-to method for high-volume components across key industries.
However, the problem most engineering and manufacturing teams face is alignment between design intent, cost, and production feasibility early in the product lifecycle.
Companies often discover bonding issues, part failures, or unpredictable costs during tooling and production, long after design is finalized. Reliable upfront clarity and a defined process are essential.
In this guide, you will learn what insert molding is, how it works, the types of inserts and placement methods, design considerations, advantages and disadvantages, and common applications across industries.
Key Takeaways
Cost and risk in insert molding are driven by tooling design, insert handling, and cycle time, not just part geometry.
Early DFM, material alignment, and insert retention strategy determine success far more than molding parameters alone.
Insert molding delivers the strongest ROI in medium-to-high volume programs where repeatability and performance matter.
Working with an engineering-led molding partner early prevents tooling rework and stabilizes both unit cost and production timelines.
Insert molding integrates metal or functional components directly into plastic parts, eliminating secondary assembly while improving structural and positional reliability.
What Is Insert Molding?
Insert molding is a specialized injection molding process where pre-formed components (inserts), such as threaded metal fasteners, electrical contacts, or sensors, are placed into a mold, and thermoplastic resin is injected around and encapsulates them, forming a single integrated part.
Unlike traditional injection molding, which produces parts solely from molten plastic, insert molding allows you to combine plastics with metal or other functional materials in one molding cycle.
This integration reduces secondary assembly steps, improves structural strength, and enables multiple functions to be built directly into the molded component.
Because the insert becomes a permanent part of the structure, the process delivers better load transfer, positional accuracy, and long-term reliability compared to post-assembly methods.
How Insert Molding Works?
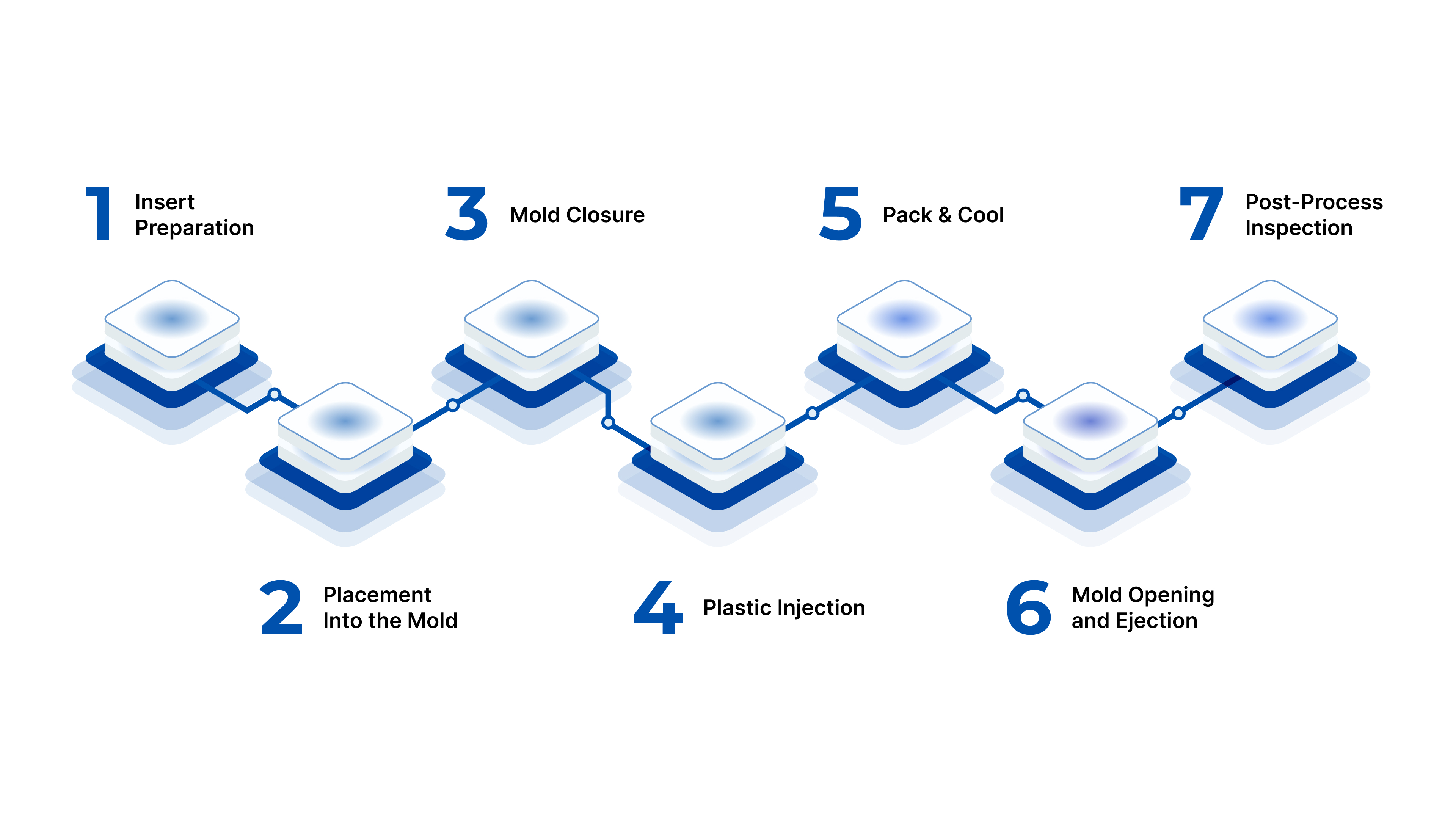
Insert molding follows a defined sequence of steps to ensure dimensional accuracy, insert stability, and repeatable part quality.
1. Insert Preparation
Before molding, inserts are cleaned, inspected, and verified for dimensional accuracy. Oils, oxidation, or surface contaminants can weaken bonding or cause cosmetic defects. Surface condition and consistency are critical to ensure proper adhesion and predictable interaction with molten resin.
2. Placement into the Mold
Inserts are positioned in the mold cavity either manually or through automated pick-and-place systems. Accurate orientation and seating are essential. The insert must sit securely against locating features to prevent movement during injection and to maintain tight positional tolerances.
3. Mold Closure
The mold closes with a controlled clamping force to lock inserts in place. Proper alignment prevents insert shift, pinching, or deformation. The mold design must support inserts mechanically while allowing resin to flow evenly without creating voids or stress concentrations.
4. Plastic Injection
Molten thermoplastic is injected at controlled pressure, speed, and temperature. Flow behavior around the insert is critical to avoid knit lines, air traps, or incomplete encapsulation. Injection parameters must balance complete fill with minimizing insert displacement.
5. Pack and Cool
During packing, additional pressure compensates for material shrinkage and ensures tight bonding around inserts. Controlled cooling allows the plastic to solidify uniformly. Uneven cooling can introduce internal stress, warpage, or dimensional variation near insert interfaces.
6. Mold Opening and Ejection
Once the part reaches sufficient rigidity, the mold opens, and ejector systems release the finished component. Ejection forces must be carefully managed to avoid stressing the insert interfaces or distorting thin walls surrounding the embedded insert.
7. Post-Process Inspection
Finished parts undergo inspection for dimensional accuracy, insert position, and cosmetic quality. Critical dimensions, functional interfaces, and bonding integrity are verified. This step confirms the process achieved repeatability and meets design and quality requirements before shipment.
Each step directly affects part performance, making process control, tooling precision, and repeatability essential throughout insert molding.
Types of Inserts and Placement Methods
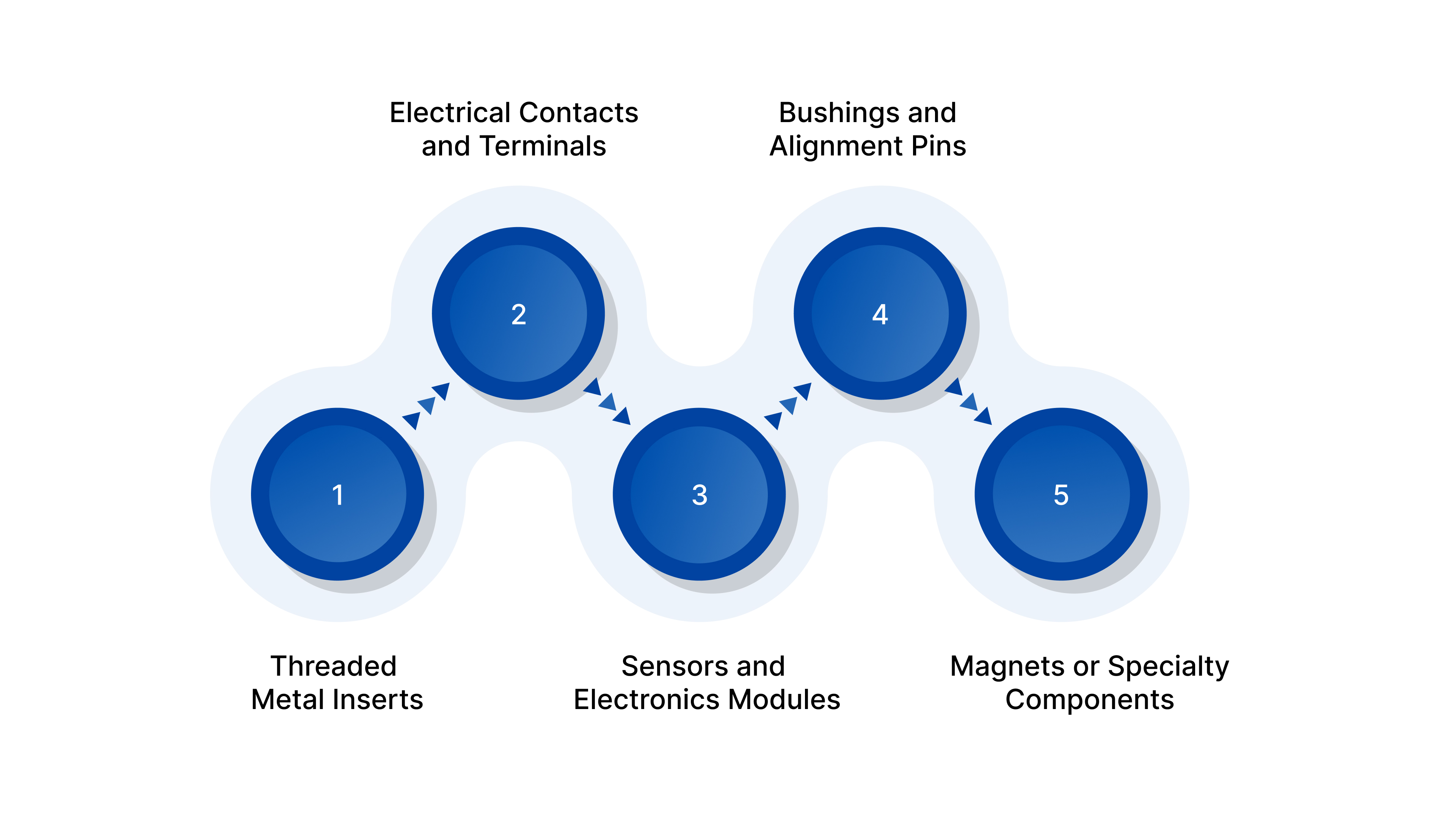
Insert molding supports multiple insert types, each designed to add structural, electrical, or functional capability to the final molded part.
Threaded Metal Inserts: Threaded inserts, typically brass or steel, create durable fastening points within plastic parts. Their knurled or undercut geometry promotes mechanical interlock with the resin, allowing repeated assembly without thread wear or pull-out under load.
Electrical Contacts and Terminals: These inserts provide embedded electrical pathways inside molded components. Insert molding locks terminals in precise positions, ensuring consistent contact alignment, electrical continuity, and protection from vibration or environmental exposure without secondary assembly operations.
Sensors and Electronics Modules: Sensors and electronic components are encapsulated to create integrated smart housings. The process protects sensitive elements while maintaining positional accuracy. Careful thermal control is required to prevent heat damage during resin injection and cooling.
Bushings and Alignment Pins: Bushings and pins maintain precise alignment and provide wear-resistant bearing surfaces. Insert molding fixes these components in exact locations, improving load transfer, reducing friction, and preventing dimensional drift during repeated mechanical operation.
Magnets or Specialty Components: Magnets and specialty inserts enable actuation, retention, or sensing functions. Mold features must hold these inserts securely to prevent rotation or shift during injection, ensuring consistent magnetic orientation and functional performance in the finished part.
Placement methods vary by volume and part complexity:
Manual Placement: Manual insert placement is used for low to medium volumes or complex inserts. Operators load inserts directly into the mold, allowing flexibility and visual verification. This method prioritizes accuracy over speed but can increase cycle time.
Automated Pick-and-Place: Automated placement uses robotics to position inserts with high repeatability. It supports high-volume production, tight tolerances, and consistent cycle times. Automation reduces labor variability and minimizes insert misalignment during injection.
Insert geometry, placement method, and tolerance alignment must work together to ensure insert stability, proper encapsulation, and repeatable part quality during molding.
Key Design Considerations for Insert Molding
Designing for insert molding requires careful coordination between part geometry, material behavior, and mold design to ensure insert stability and long-term performance.
Material Compatibility: Insert and resin materials must be compatible in terms of adhesion, shrink rate, and chemical interaction. Mismatched materials can cause poor bonding, stress cracking, or long-term creep. Resin selection should account for the insert surface energy and operating environment.
Thermal Expansion Control: Metals and plastics expand and contract at different rates during heating and cooling. Designs must accommodate this mismatch to avoid internal stress, cracking, or insert loosening. Controlled cooling and appropriate clearances help maintain dimensional stability after molding.
Wall Thickness Around Inserts: Uniform wall thickness around inserts promotes balanced flow and cooling. Thin or uneven sections increase the risk of sink marks, voids, or warpage. Adequate plastic coverage is required to fully encapsulate inserts without compromising part strength.
Bonding Surface Geometry: The insert geometry should promote mechanical interlock through knurls, undercuts, or grooves. Smooth surfaces rely only on adhesion, which can weaken under load. Proper geometry improves load transfer and prevents insert pull-out during service.
Venting and Resin Flow: Resin must flow evenly around inserts without trapping air or gas. Poor venting can cause burn marks, voids, or incomplete encapsulation. Mold design should guide flow paths and vent locations to maintain surface quality and structural integrity.
Tolerance Management: Critical dimensions around inserts require tight tolerance control. The insert position, orientation, and concentricity directly affect assembly and function. Designers must consider the tolerance stack-up between inserts, molded features, and mating components.
Retention During Molding: Inserts must remain fixed during injection despite high pressures and flow forces. Mold features such as locating pins, pockets, or magnetic retention prevent shift, rotation, or deformation, ensuring repeatable insert positioning across production runs.
Strong upfront design discipline reduces tooling revisions, stabilizes the molding process, and improves overall production yield for insert-molded components.
Advantages and Disadvantages of Insert Molding
Below is a side-by-side comparison to help weigh the trade-offs.
Advantages | Disadvantages |
Reduces assembly steps | Increases tooling complexity |
Higher part strength | Potentially higher upfront cost |
Better positional precision | Insert placement can slow cycle time |
Eliminates fasteners/adhesives | Requires careful DFM and process control |
Combines multiple functions | Limited ROI at very low volumes |
This comparison shows why insert molding often makes sense for medium to high volume, function-integrated parts rather than one-off prototypes.
Common Applications of Insert Molding Across Industries
Insert molding supports a wide range of industry needs:
Automotive: Used for sensor housings, mounting features, and threaded inserts in interior and under-hood components.
Electronics: Encapsulates terminals, connectors, and PCBs for reliable electrical connections without secondary assembly.
Medical Devices: Integrates pins, shafts, or embedded components in housings with high dimensional accuracy.
Consumer Products: Supports handles, grips, and ergonomic features with embedded fasteners and structural inserts.
Industrial Equipment: Allows load-bearing components and assembly fixtures with bushings or metal reinforcement.
In each case, insert molding reduces downstream assembly and improves part reliability.
How Evok Polymers Delivers Production-Ready Insert Molded Parts?
Evok Polymers is a U.S.-based injection molding design, engineering, and manufacturing firm headquartered in Minneapolis, Minnesota. We work with OEMs and product teams that need reliable, cost-transparent insert molded components built for real production conditions.
Our insert molding approach focuses on five core capabilities:
Mold Design: We engineer tooling to securely retain inserts, control flow, and minimize cycle time.
Prototyping and Testing: We validate fit, function, and risk areas before committing to production tooling.
Qualification and First Article Approval: We run structured molding trials and inspections to confirm repeatability and quality.
Material Selection: We align resin and insert materials to manage thermal behavior, bonding, and application-specific demands.
Part Design and DFM: We refine geometry, insert placement, and wall thickness to ensure manufacturability and long-term performance.
By combining engineering rigor with cost clarity, Evok Polymers helps you move from concept to high-volume insert molding with fewer surprises and stronger results.
Conclusion
Insert molding is a strategic extension of traditional injection molding that embeds functional components directly into plastic parts. It reduces assembly steps, improves structural performance, and enables compact, integrated designs. However, success depends on disciplined design, material selection, and process control to avoid tooling risk and unexpected costs.
When you understand the process, design considerations, and real-world applications, insert molding becomes a powerful option for parts where strength, reliability, and production efficiency matter most. Partnering with an experienced team early helps align cost, quality, and manufacturability before production begins.
Evok Polymers offers insert-molded parts from design through qualification and high-volume production with clear cost and timeline visibility. If you’re planning an insert molded component or evaluating feasibility, request a quote today to start the conversation with confidence.
Frequently Asked Questions
1. What is the difference between insert molding and overmolding?
Insert molding places a pre-formed component, such as metal or electronics, into the mold before injecting plastic around it. Overmolding molds one plastic material over another. Insert molding integrates non-plastic components, while overmolding typically combines multiple plastics for grip or insulation.
2. What materials are commonly used in insert molding?
Insert molding commonly uses thermoplastics such as ABS, nylon, polycarbonate, and polypropylene. Inserts are often metal (brass, steel, stainless steel), but can also include electrical contacts, magnets, or sensors. Material selection depends on strength, temperature, and application environment.
3. Is insert molding expensive compared to standard injection molding?
Insert molding typically has higher tooling and setup costs due to insert handling and mold complexity. However, it often reduces total cost by eliminating secondary assembly, fasteners, or adhesives. At medium to high volumes, insert molding can lower overall unit cost and improve consistency.
4. What are common defects in insert molding, and how are they avoided?
Common defects include insert shift, voids, sink marks, and poor bonding. These issues are avoided through proper DFM, controlled insert placement, balanced resin flow, adequate venting, and tight process control. Early mold-flow analysis and prototyping significantly reduce defect risk.
5. When should you choose insert molding for a part?
Insert molding is ideal when a part requires embedded strength, electrical functionality, or durable fastening points. It works best for production programs with defined volumes, clear performance requirements, and the need to reduce assembly steps while improving reliability and dimensional accuracy.