Introduction
Picture this: A procurement manager sends an RFQ to 5 injection molding suppliers and receives quotes ranging from $15,000 to $45,000 for the "same" project. This isn't unusual—it's what happens when RFQs lack critical details.
Vague or incomplete RFQs force suppliers to make assumptions, leading to wildly different quotes, project delays, and cost overruns. Industry data shows that incomplete RFQs result in price variations of 30% to 50% for identical projects.
Even worse, unclear requirements extend quote turnaround times from 24-48 hours to 1-2 weeks as suppliers chase clarification.
A comprehensive RFQ that leaves nothing to interpretation solves this problem. When you specify exact material grades, provide complete technical drawings, and define production parameters upfront, suppliers can quote accurately—saving you time, money, and frustration.
Key Takeaways
- Include complete part specs, material requirements, volumes, quality standards, and timelines for accurate quotes
- SPI mold classification, tonnage requirements, and hot runner specs directly affect pricing
- Post-tooling engineering changes increase costs 12% and add 2-3 week delays
- Send RFQs to 3-5 qualified suppliers for optimal price comparison
Essential Information to Include in Your Injection Molding RFQ
A comprehensive RFQ acts as your project blueprint. Missing elements force suppliers to guess, leading to inaccurate quotes that change once the real requirements surface. Here's what you must include.
Part Specifications and Design Files
Provide STEP or IGES file formats—not STL files.
STEP files use vector mathematics (NURBS) to provide precise geometric surfaces required for CNC machining and volume calculations, while STL files are mesh-based and imprecise.
Your 2D drawings must specify tolerances using ASME Y14.5 or ISO 1101 standards. This prevents suppliers from assuming standard "block tolerances" that may be too loose for assembly or too tight for cost-effective manufacturing.
Include these specifications:
- Current engineering revision level
- Surface finish requirements (use SPI standards like SPI A-2, not vague terms like "high quality")
- Color and texture specifications
- Functional requirements (strength, flexibility, chemical resistance)
- Critical dimensions with GD&T callouts

Material Requirements
Never specify just "ABS" or "black plastic."
Generic material descriptions can trigger post-quote surcharges of approximately 20% when you finally select a specific engineering grade.
Provide complete material details:
- Complete material grade (e.g., "Sabic Cycolac MG47" not "ABS")
- Regulatory requirements (FDA 21 CFR Part 820, UL 94, RoHS)
- Whether material substitutions are acceptable and under what conditions
- Color matching standards if applicable
- Any required certifications or material test reports
Material choice dictates shrinkage rates, which directly affect mold sizing. Suppliers need this information to quote accurately.
Production Volume and Timeline
Suppliers need your annual volume projections—not just your initial order.
Doubling volume from 50,000 to 100,000 units can reduce unit costs by 30-40% by justifying higher cavitation molds.
Share your full production roadmap:
- Initial order quantity
- Annual volume projections for 3-5 years
- Production ramp-up schedule
- Expected product lifecycle length
- Acceptable lead time for tooling and first articles
- Ongoing production delivery schedule
Volume affects whether you need a single-cavity prototype mold or an 8-cavity production mold—a decision that impacts both tooling cost and per-part pricing dramatically.
Quality Standards and Testing
Define your acceptance criteria upfront. Specify dimensional inspection requirements, functional testing needs, and any industry-specific certifications.
Include:
- Required certifications (ISO 9001, ISO 13485 for medical devices)
- Dimensional inspection protocols
- Functional testing requirements
- Sampling plans for production runs
- First article inspection requirements
- Documentation and traceability needs
Step-by-Step: How to Write Your Injection Molding RFQ
Following a systematic approach ensures nothing critical is overlooked. Here's your roadmap.
Step 1: Gather All Project Documentation
Compile everything suppliers need before writing your RFQ. Complete a design review at this stage—engineering changes after tooling begins result in an average 12% cost increase and 2-3 week delays.
Essential documentation includes:
- Finalized CAD files (STEP or IGES format)
- Technical drawings with GD&T callouts
- Material specifications with grade details
- Regulatory requirements documentation
- Reference samples if available
Step 2: Define Your Mold Requirements
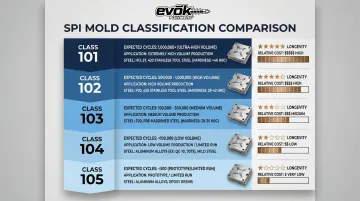
Mold specifications directly impact both cost and capability. The SPI classification system provides a clear framework for communicating your requirements.
SPI Mold Classifications define expected lifecycles:
| SPI Class | Expected Cycles | Application | Steel Type |
|---|---|---|---|
| Class 101 | 1,000,000+ | Extremely high volume | Hardened steel (>48 RC) |
| Class 102 | <1,000,000 | High volume | Hardened steel (>48 RC) |
| Class 103 | <500,000 | Medium volume | Pre-hardened steel (>28 RC) |
| Class 104 | <100,000 | Low volume | Mild steel/aluminum |
| Class 105 | <500 | Prototype only | Cast metal/epoxy |
Your RFQ should specify:
- Number of cavities needed
- SPI mold class/grade
- Expected tool life cycles
- Hot runner or cold runner system preference
- Mold ownership, storage, and maintenance responsibilities
Step 3: Specify Production and Delivery Parameters
Build realistic timelines with buffer time for sampling and approval cycles.
Communicate clearly:
- Initial order quantity
- Projected annual volume
- Acceptable lead time for tooling (typically 8-12 weeks for standard production molds)
- First article sampling timeline
- Ongoing production delivery schedule
- Flexibility for volume fluctuations
Step 4: Outline Secondary Operations and Finishing
Once production timelines are established, address post-molding needs. Never assume secondary operations are included—clarify what you need and who will provide it.
Operations to address:
- Assembly requirements
- Printing, decorating, or pad printing
- Packaging specifications
- Post-molding operations (trimming, ultrasonic welding, heat staking)
- Inspection and testing services
Specify whether the supplier should quote these services or if you'll handle them separately.
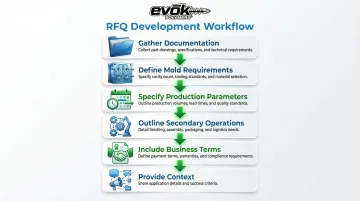
Step 5: Include Business Terms and Expectations
Technical specifications alone won't protect your project. Include business requirements that define the partnership framework:
- Payment terms expectations
- Required insurance and certifications
- Design approval process and authority
- Progress reporting frequency
- Intellectual property protection requirements
- Confidentiality agreements
- Cancellation terms and mold ownership
Step 6: Provide Context and Communication Preferences
Context helps suppliers optimize designs for manufacturability. Share your product's end use and operating environment so partners can identify potential improvements early.
Include:
- Product end use description
- Operating environment (temperature, UV exposure, chemical exposure)
- Aesthetic vs. functional priorities
- Preferred communication methods
- Primary point of contact
- Timeline for quote submission
- Process for submitting questions
Technical Specifications That Ensure Accurate Quotes
Technical details separate accurate quotes from guesswork. Experienced suppliers need this information to provide realistic pricing.
Mold Design and Construction Standards
Specify mold base standards like DME, HASCO, or LKM. These standards ensure component interchangeability and easier maintenance compared to custom bases.
Include in your RFQ:
- Mold base standard preference
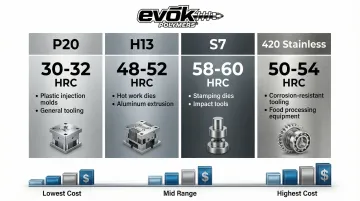
- Steel type and hardness requirements (P20, H13, S7, 420 stainless)
- Expected number of ejector pins
- SPI mold classification or company tooling standards
- Whether design approval is required before build
Common tool steels and applications:
| Steel Grade | Hardness | Best Applications |
|---|---|---|
| P20 | 28-30 HRC | Class 103 molds; non-abrasive materials |
| H13 | 44-48 HRC | High-volume production; glass-filled resins |
| S7 | 54-56 HRC | Slides and lifters requiring impact resistance |
| 420 Stainless | 50-52 HRC | Corrosive materials; medical/optical parts |
Machine Compatibility and Production Environment
Suppliers need to know if your mold will run at your facility or theirs—this affects machine compatibility requirements.
Your RFQ should identify:
- Target molding machine tonnage
- Platen size constraints
- Maximum mold weight your facility can handle
- Available press sizes if running at your location
Machine tonnage requirements are calculated as: Clamping Force = Material Factor (2-5 tons/in²) × Projected Area. Using insufficient tonnage leads to flash and defects; excessive tonnage wastes energy and can damage molds.
Cycle Time and Production Efficiency Expectations
Machine compatibility directly impacts production efficiency. While moldmakers hesitate to guarantee cycle times, you're buying production capacity, not just a mold.
Define your expectations:
- Expected parts per hour or annual production capacity
- Acceptable maintenance downtime
- Quality expectations vs. speed tradeoffs
Cooling time accounts for 70-80% of total cycle time, making it the primary driver of production efficiency.
Hot Runner System Specifications (If Applicable)
Hot runner systems increase tooling costs by 30-50% but eliminate runner waste and reduce cycle time by 10-15%.
For high-volume production exceeding 100,000 parts annually, material savings typically offset the capital investment.
Specify if using hot runners:
- Hot runner brand preference
- Number of zones required
- Whether supplier or buyer provides controllers
- Gate type and location preferences
- Thermal management requirements
Secondary Equipment and Tooling
Clarify whether auxiliary equipment is included in the mold quote or quoted separately.
Address:
- Inspection gauges
- Assembly jigs
- Part removal fixtures
- Other auxiliary equipment needs
Common RFQ Mistakes That Lead to Inaccurate Quotes
Incomplete RFQs force suppliers to make assumptions about your project—and those assumptions rarely match your actual requirements. The result: quotes that look competitive until hidden costs emerge during production.
Using Vague Language and Generic Specifications
Requesting a "Class A mold" or "high-quality parts" without defining specific standards creates confusion. What you consider "Class A" may differ significantly from the supplier's interpretation.
Instead of vague terms, use:
- SPI mold classification standards
- ISO quality standards
- Specific surface finish requirements (SPI A-2, B-1, etc.)
- Measurable performance criteria
Omitting Critical Technical Details
Commonly forgotten items force suppliers to make assumptions that may not align with your needs.
Commonly missed details include:
- Machine compatibility requirements
- Mold weight limitations
- Secondary operations requirements
- Testing and inspection protocols
- Gate location preferences
- Ejection system requirements
Each omission creates risk of misalignment between your expectations and the supplier's quote. Beyond missing technical specs, unclear design approval processes create even costlier problems.
Failing to Address Engineering Changes and Design Approval
Design changes after tooling begins are expensive. Missing tolerance data can require 15% tooling rework costs to correct dimensions that were assumed to be standard.
Protect yourself by specifying:
- Design approval workflow
- Who has authority to approve designs before tooling begins
- Change order process and cost responsibility
- Timeline for design reviews
Not Clarifying Ownership and Ongoing Responsibilities
Confusion around mold ownership, storage location, and maintenance responsibility creates problems later.
Address these ownership questions upfront:
- Who owns the mold
- Storage location and responsibility
- Maintenance responsibility and schedule
- Shipping costs if mold transfers locations
- What happens to the mold at end of product life
How to Evaluate Quotes You Receive
Most companies make quote decisions based solely on price—and regret it later. Proper evaluation identifies the right manufacturing partner, not just the lowest number.
Compare Apples to Apples
Create an evaluation matrix comparing what's actually included in each quote. Quotes that appear identical at first glance often contain major differences in scope.
| Quote Element | What to Verify | Why It Matters |
|---|---|---|
| Scope | Mold only vs. mold + sampling + first articles | Lower quotes may exclude sampling runs |
| Tooling specs | Steel type, cavity count, expected cycles | P20 steel costs less but wears faster than H13 |
| Timeline | Delivery commitment with milestones | Vague timelines signal capacity issues |
| Payment terms | Deposit, milestone payments, net terms | Affects your cash flow planning |
| Warranty | Coverage period and what's included | Some exclude normal wear items |

Request clarification on any quote that seems much lower—it likely excludes critical elements.
Once you've compared scope and pricing, examine how suppliers responded to your RFQ.
Look for Red Flags in Quote Responses
Quality suppliers ask clarifying questions because they want to quote accurately. A supplier who accepts every specification without discussion either hasn't reviewed your RFQ thoroughly or plans to surprise you later.
Warning signs:
- Quotes that don't address technical specifications you provided
- Pricing 30%+ below competitors without clear explanation
- Vague timeline commitments
- No follow-up questions from supplier
- Missing steel grade specifications
- No ISO certifications mentioned
- Unrealistic lead times (less than 8 weeks for complex multi-cavity tools)
Evaluate Supplier Capabilities Beyond Price
Price matters, but the wrong supplier costs more in the long run through delays, quality issues, and redesigns.
Evaluation framework:
- Track record with your specific materials and part geometries
- Design for manufacturability support
- Quality certifications (ISO 9001, ISO 13485)
- Communication responsiveness during quote process
- References from similar projects
Experienced injection molders review your design for manufacturability issues before quoting. At Evok Polymers, the team's 25+ years in injection molding means they can identify cost-saving design modifications early—like adjusting wall thickness or gate location—that reduce both tooling and per-part costs. This upfront collaboration often delivers better total project value than simply accepting the lowest initial quote.
When to Partner with an Injection Molding Expert Early
Involving injection molding expertise before finalizing your RFQ can save significant time and money. Three scenarios warrant early expert engagement:
Design for Manufacturability Review
Having an experienced partner review designs before the RFQ stage identifies potential molding challenges, suggests cost-saving design modifications, and optimizes for production efficiency.
A comprehensive design review service should include:
- Analysis of part files for moldability issues
- Suggested design modifications with redlined documentation
- Instant cost and timeline projections using specialized tools
EVOK's Polyestimator tool, for example, provides this financial visibility upfront, helping teams optimize designs before tooling commitments.
Complex or High-Volume Projects
Expert guidance is critical for parts with tight tolerances, multi-material overmolding, or high-volume production requiring optimized cycle times.
Partners with deep industry experience can navigate complex tooling decisions more effectively. This matters especially for production volumes up to 1 million parts, where molds must be designed for long-term manufacturing success rather than short-term prototyping needs.
EVOK's 25+ years in production tooling demonstrates this focus on lifecycle manufacturing.
First-Time Injection Molding Buyers
Companies new to injection molding benefit from partners who provide education throughout the RFQ and quoting process.
Transparent cost itemization helps first-time buyers understand where their investment goes. Look for partners who guide you through material selection, volume analysis, and tooling decisions with complete visibility into cost drivers and timeline expectations.
EVOK's three-phase approach—Planning, Strategy, and Results—provides this structured guidance for buyers new to injection molding.
Frequently Asked Questions
What is the RFQ for parts?
An RFQ (Request for Quotation) is a formal document requesting pricing and manufacturing terms from suppliers. It communicates technical requirements, volumes, timelines, and quality standards to establish accurate quotes and successful partnerships.
How to estimate injection molding cost?
Injection molding costs depend on tooling complexity, material selection, production volume, and cycle time. Tooling typically represents 40-60% of initial costs, while material and cycle time drive ongoing expenses. Detailed RFQs help suppliers provide accurate breakdowns.
What are the 5 steps of injection molding?
The five steps are clamping (mold locks), injection (molten plastic fills cavity), cooling (part solidifies), ejection (part removed), and reset. Understanding this process helps you identify RFQ details that affect cycle time and efficiency.
What are the 6 types of plastic molding?
The six primary processes are injection molding, blow molding, rotational molding, compression molding, thermoforming, and extrusion. Knowing these differences helps confirm injection molding fits your application before sending RFQs.
How long should I expect to wait for RFQ responses?
Complex injection molding quotes typically require 1-2 weeks for thorough analysis. Faster responses may indicate template-based quoting that doesn't account for your specific requirements. Quality suppliers invest time for accuracy.
Should I send my RFQ to multiple suppliers?
Sending RFQs to 3-5 qualified suppliers provides good comparison while remaining manageable. Evaluate responses based on completeness and capability—the cheapest quote often excludes critical elements or makes optimistic assumptions.